The more I dig into it, the more I realize what I don't know.
That's one of my favorite Wisdoms.
The more you know, the more you know you don't know.
The more I dig into it, the more I realize what I don't know.
You have no idea...The more you know, the more you know you don't know.
View attachment 32121
If my math is correct, a 42T and a 36T in the positions shown should result in the rations in the first column under “1”. (A 21T, 18T combo would yield the same 1.16666667 ratio, but I think the gears would physically be too small and might not mesh).
Or I could order a #6 module 1.25 gear cutter and attempt to make them myself. I've never made a gear and it sounds like a fun challenge so the cutter is ordered and I have lots of 4140 to make them from.
You have no idea...
That's why I love being so damn ignorant, it makes me feel like a genius.The more I dig into it, the more I realize what I don't know.
Only reason I ask is I had some similar thoughts to achieve certain sizes, but quickly ran into the issue that the tooth count (pitch diameters) dictate the gear centers. So if the input/output shafts are fixed & is a dimensional mismatch, it requires something like the adjustment sector arm / idler gear, sub-assembly, not unlike my current / your old lathe.
I'm sure you know all this but just in case. So far I'm batting 4 brain farts over 4 days, I just hope its not spreading LOL
There's tons of room for different size gears and a large range of adjustment.
uhhmmm because I wasn't 100% clear if that's where it was being implemented. But maybe I'm selfishly looking at my own lathe. I think this is where I last left off my prior spreadsheet - seeing if any additional useful thread combinations would arise by using one of the common gears packaged with the MET 3mm version. On my 8 TPI lathe the included gears are 30,32,40,46 which allow the suite of IMP & MET threads mentioned. On the 3mm MET lathe the gears are 36,40,42,54,60,66 (which are typically not packaged with IMP lathe). So I just assumed 36T only makes sense for 3mm leadscrew, but may well be a function of the lathe.I just assumed that the 120/127 was on a Banjo like mine. How else could you get the three different gears that are called out on that lathe to fit?
I noticesomething missing...I also created a spreadsheet that would fill in the chart for ANY Top and Bottom Gear.
Where is the 1/2" coming from? I don't get it.I always thought of it a little bit different and I think a little easier to both remember and get your head around. 1 inch = 2.54 cm. It is a standard definition. So 1/2" = 1.27 cm. Does the 1.27 look familiar? 100 x 1.27 = 127
A 100 tooth gear will turn 1.27 times when engaged on a 127 tooth gear that turns once. A perfect ratio. There many other ways to look at it, but that's my favorite and I think it's the easiest to remember.
I noticesomething missing...
5mm metric coarse the pitch is .8 mm (and metric fine is .7mm) It seems that you cannot cut them on your lathe.... So 5mm is out for you?
Where is the 1/2" coming from? I don't get it.
Nuts, I was hoping you would have the answer of why 127 has magical powers. I'm sure I even read somewhere but it’s not coming to me.
Hmnn makes an electronic lead screw all that more attractive?127T gear is the smallest number of teeth a gear can have and still give a true IN to MET (or vice versa) conversion. Why? Because 127 is a prime number.
One could use a 254T gear (or any multiple of 127 for that matter) to get a true IN to MET conversion as well - so long as the other gear on the same shaft is also proportionately sized to maintain the ratio.
Problem with a 254T gear: it would be HUGE; most lathes do not have the space required to have such a large gear in the same DP / MOD they use for the other change gears.
Lack of space is also why on some lathes they use an “approximate” IN to MET conversion because it is “close enough” for short threads.
For example, on Colchester Lathes (they patented their ratios!), they use:
6/7 x 8/11 x 12/19 to derive the 50/127 ratio. The error is only +1 unit in 36575 units! [ref: “Screwcutting in the Lathe“ by Martin Cleeve, Workshop Practice Series #3 from Argus Books, Table 5, pg48].
Almost all precision lead screws have a thread pitch error greater than that.
Only jig-borers need to be accurate to +/- one tenth of a thousands per 16 inches of feed [ref: “Holes, Contours and Surfaces” by Richard F. Moore & Frederick C. Victory. The Moore Special Tool Company, Bridgeport, CT.]
So the error in the thread being cut is from the lead screw itself and not the “approximated“ transposing ratio…
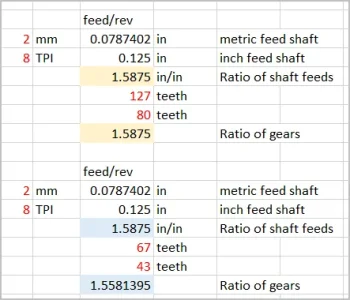
Yes there must be something about the minimum 127, but why? I thought about prime numbers, example below. Here I changed the rules, now a 2mm metric vs same 8 TPI.
Our familiar 127 works perfect with 80. But I tried a few random different primes, 67 & 97 for example, it doesn't compute a ratio match. Where's the programming kids when you need them? LOL.