-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
New Hobby Machinist in Edmonton
- Thread starter Emery
- Start date
Emery
Member
8" 4 Jaw 😱 And here I thought my 6" looked big.
Where did you find a pulley?
Nice work with the threading.
“Bigger is Better in Berta” hahah I think it might me a little bit big but... I am happy to have a big 4 jaw over no 4 jaw.
I can watch out for a smaller used one online!
Emery
Member
Congrats on the first thread! I still have not done one with mine, not by single point at least. You're flying right along.
Thank you! I love learning new things
Emery
Member
The right pulley will make life a lot easier, thanks David.
Let's see,,, 9" lathe,,,,8" chuck,, you've still got room for a bigger one lol
Did you do the "Holy Sh_t it works" happy dance after the thread. As long as you don't get the cross slide and compound movement mixed up threading is easy....ish
Well done.
Thank you! And yes I did do a little happy dance!! I couldn’t believe it worked the first time.
Emery
Member
Congrats on the threading. Have any of you tried threading like this. . .
it’s in Russian but just watch when he starts threading.
Very cool! Would you just match the TPI off the tap to the gearbox TPI?
RobinHood
Ultra Member
It almost looks like he is using the tap as a thread mill. He for sure engaged the carriage in the corresponding lead using the QCGB, gets to the end of the cut, stops the lathe instantly and reverses the spindle to drive the carriage back to the start. He also shows how easy it is to pick up the thread again after a test fit. He cut the tap’s tip off, presumably to get rid of the partial lead in threads? Not sure if that is a tapered plug he made and he did not have a taper attachment? Instead he used the tap at the correct taper angle - would work for sure.
I guess on the plus side he might be getting some thread cleanup cutting action with more teeth engaged. It might help with odd thread size or specific materials? But the thing is your lathe must have corresponding thread traversing TPI or MOD gear setup anyways, no different than single point SP threading
But I also see disadvantages:
- Unlike SP threading, you cannot disengage the threading with the tool tip safely in a thread relief groove because all the tap tool teeth are engaged. He therefore has no choice but to 1) quickly retract the tool back from cutting and clear of any enlarged boss then 2) disengage threading. If he messes this up just once, the entire thread section will be wiped out kaput whereas SP maybe just a fraction of the innermost thread.
- I have to think most of the cutting action is occurring on the very first tooth of the tap which he has probably ground flat. Aside from setup fiddling around & preventing the tap from turning, its probably not as strong a tool cross section as a dedicated vee form SP thread cutting tool. The tap will flex because its cantilevered & thinner cross sectional area, its not supported by the hole wall like in normal tapping mode
- he can only go from TS to HS direction, not reverse HS to TS direction like a SP tool starting out in a relief groove. So for the pucker factor combination of coarse thread (=fast traverse) + big shoulder you don't want to crash into, I'd take the HS to TS mode, therefore another point in favor of SP tool
Not taking away from alternate ways of doing things but I don't quite get the logic. I've heard of people power threading conventional internal threads on a tool post for specific applications, but that's not what he is doing here.
But I also see disadvantages:
- Unlike SP threading, you cannot disengage the threading with the tool tip safely in a thread relief groove because all the tap tool teeth are engaged. He therefore has no choice but to 1) quickly retract the tool back from cutting and clear of any enlarged boss then 2) disengage threading. If he messes this up just once, the entire thread section will be wiped out kaput whereas SP maybe just a fraction of the innermost thread.
- I have to think most of the cutting action is occurring on the very first tooth of the tap which he has probably ground flat. Aside from setup fiddling around & preventing the tap from turning, its probably not as strong a tool cross section as a dedicated vee form SP thread cutting tool. The tap will flex because its cantilevered & thinner cross sectional area, its not supported by the hole wall like in normal tapping mode
- he can only go from TS to HS direction, not reverse HS to TS direction like a SP tool starting out in a relief groove. So for the pucker factor combination of coarse thread (=fast traverse) + big shoulder you don't want to crash into, I'd take the HS to TS mode, therefore another point in favor of SP tool
Not taking away from alternate ways of doing things but I don't quite get the logic. I've heard of people power threading conventional internal threads on a tool post for specific applications, but that's not what he is doing here.
Last edited:
Brent H
Ultra Member
I think the guy is threading a tapered pipe plug and just using a pipe thread tap as his cutter. This way he only has to cut the OD to the outside diameter of what a (say 3/8”) pipe would be and then run the tap at the right depth and straight such that the first tooth is actually taking less cut and the progressive teeth make deeper threads and taper the plug.
The taper is pretty shallow and would be easy to achieve using this method. Sort of like using a pipe threader (typically 3- 4 dies) but just using one of the dies and feeding at the correct TPI.
The taper is pretty shallow and would be easy to achieve using this method. Sort of like using a pipe threader (typically 3- 4 dies) but just using one of the dies and feeding at the correct TPI.
I think the guy is threading a tapered pipe plug.
I agree, that's the impression I got to. Why would anyone do that to make a standard non tapered thread.
Emery
Member
Yota & YYC,
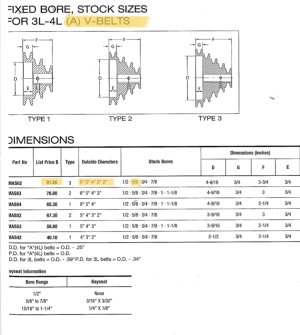
I family found a 6 inch pulley in Calgary. Can you guys confirm that your dimensions are the same?
I’ll have to get the 6,5,4,3,2 five step pulley and cut off the 2” because the four step one is not available.
All said and done it would be $80 Canadian but I can’t find a different option anywhere else...
Picture attached.
Thanks,
I family found a 6 inch pulley in Calgary. Can you guys confirm that your dimensions are the same?
I’ll have to get the 6,5,4,3,2 five step pulley and cut off the 2” because the four step one is not available.
All said and done it would be $80 Canadian but I can’t find a different option anywhere else...
Picture attached.
Thanks,
Attachments
Well done Emery.Yota & YYC,
I family found a 6 inch pulley in Calgary. Can you guys confirm that your dimensions are the same?
I’ll have to get the 6,5,4,3,2 five step pulley and cut off the 2” because the four step one is not available.
All said and done it would be $80 Canadian but I can’t find a different option anywhere else...
Picture attached.
Thanks,
Can I ask where you found that?
I may replace the pulley on my mill since I had to make a bore adapter and I'd rather have a pulley with the correct bore size
Emery
Member
Well done Emery.
Can I ask where you found that?
I may replace the pulley on my mill since I had to make a bore adapter and I'd rather have a pulley with the correct bore size
Paul Croxford with Applied Industrial (587) 986-0821looked it up for me! =)
Yota & YYC,
I family found a 6 inch pulley in Calgary. Can you guys confirm that your dimensions are the same?
I’ll have to get the 6,5,4,3,2 five step pulley and cut off the 2” because the four step one is not available.
All said and done it would be $80 Canadian but I can’t find a different option anywhere else...
Picture attached.
Thanks,
Well..... before jumping the gun. What speeds did you get with the pulleys swapped? $80 is a lot for something you have to butcher to make work.
On my machine the pulleys are 3"/4"/5"/6". Are they giving the 5 step for the price of the 4 step? It should be easy enough to slice off the 2" section. For all the poking fun at that 8" chuck it is going to come in handy for this, lol.
I don't know how critical the location of the set screw is, it should still be okay on the 3" pulley vice the 4" pulley.
I don't know how critical the location of the set screw is, it should still be okay on the 3" pulley vice the 4" pulley.
Brent H
Ultra Member
Just throwing this out to you RPM guys - my 10” Utilathe has a 3 phase motor and it is rated for 1 Hp @1725 RPM with voltages 208-220. We are running about 235 ish volts so I decided to check the RPM.
The lathe was running about 25 RPM fast - I adjusted the VFD down to 57.4 Hz to yield a motor RPM of 1725 ish - and all my speeds are bang on.
The speed control on your 9” Utilathe appears to have a 5:1 gearing reduction so if your pulleys are correct you “should” be taking 1725 RPM and then reducing it to 1500, 900, 500 and 250 RPM. Using the gearbox set to low speed you can reduce those speeds by a factor of 5 to 300, 180, 100 and 50 RPM.
To get the correct speeds your motor pulley would be a 4, 3, 2 and 1”. The pulley on the lathe spindle will be something like 7, 6-3/4, 5-3/4 and 4-5/8”. This will give you pretty much the speeds as indicated. Examples:
1/7 x 1725 = 246
2/6.75 x 1725= 511
3/5.75 x1725 = 900
4/4.625 x 1725 = 1491
The pulleys on my machine were cast iron - it would be interesting to find an Original 9 or someone that can clarify all the pulley measurements so the correct ratio is achieved.
The lathe was running about 25 RPM fast - I adjusted the VFD down to 57.4 Hz to yield a motor RPM of 1725 ish - and all my speeds are bang on.
The speed control on your 9” Utilathe appears to have a 5:1 gearing reduction so if your pulleys are correct you “should” be taking 1725 RPM and then reducing it to 1500, 900, 500 and 250 RPM. Using the gearbox set to low speed you can reduce those speeds by a factor of 5 to 300, 180, 100 and 50 RPM.
To get the correct speeds your motor pulley would be a 4, 3, 2 and 1”. The pulley on the lathe spindle will be something like 7, 6-3/4, 5-3/4 and 4-5/8”. This will give you pretty much the speeds as indicated. Examples:
1/7 x 1725 = 246
2/6.75 x 1725= 511
3/5.75 x1725 = 900
4/4.625 x 1725 = 1491
The pulleys on my machine were cast iron - it would be interesting to find an Original 9 or someone that can clarify all the pulley measurements so the correct ratio is achieved.