That’s essentially how this model was done:Could you have done that by starting with two cylinders where the OD of one was a few thou less than the ID of the other, and then add on all the welded brackets?
- Draw a sketch that has the profile of the cylinder and extrude.
- Add the flanges.
- Use the cylinder to cut the flanges, or the flanges to cut the cylinder if necessary.
- Define reference planes (some of the flanges are not at 90 degrees to others)
- Draw sketches to extrude other features.
- Cut as necessary using either other bodies or ”tool bodies” I’ve made up just for the cuts (And then I’ve deleted the tool body).
- etc. etc. etc.
And finally combine some or all of the bodies into a body, and then put that into the Surface workspace to do the “filing“ of surfaces (if you wanted a round over in two directions then you’d need to do that with a mesh).
I’ve found that once a model gets to the “this would be so easy to do with a file” stage, actually modelling that can be a pain in the arse and I lose interest in being that accurate.
The above is a model of a part for a Hawker Hurricane, which was originally made from a casting and machined to final dimensions.
For a friend who I’ve done models for that he can get CNC machined, I’ve told him ”I’ve not modelled the surfaces that can be touched up with a file, or modelled deburring”.
(He didn’t need the model for above though, he already has that part)
(There are some fillets I didn’t model in above, since I didn’t want to make it unnecessarily tougher on my computer in the final assembly. If someone was actually going to get this CNC machined I’d model those too)
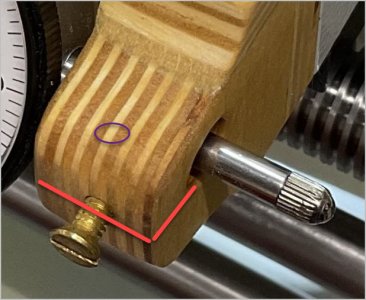
") Actually I should have sketched the slit extending further back which will reduced the amount of screw torque required
Actually I should have sketched the slit extending further back which will reduced the amount of screw torque required