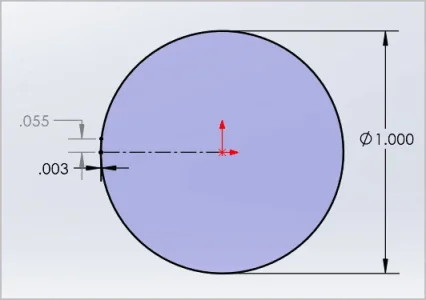
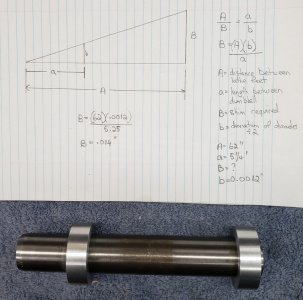
9.5" long, 1" dia. test bar.
@thestelster is correct. Did you get rid of bed twist first?
And as @Rauce said,what is your bed wear like?
9.5" long, 1" dia. test bar.
So we talk about wear & twist, but we should be able to back this up numerically. I must be off base, but where?
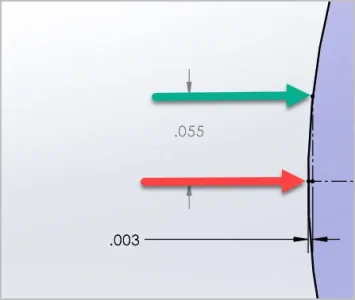
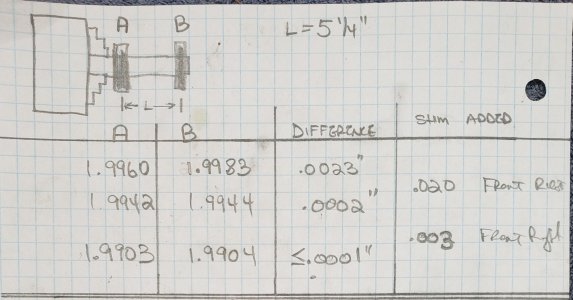
Last year, my lathe was turning a taper, which it shouldn't have been doing. So I decided to re-level and check. I have a 12" Starrett #98 level @0.005" per foot, which is accurate, but not even close to the accuracy of the Starrett 199, (0.0005" per foot!). So I shimed the feet until it was as perfect as my level would allow. Using my dumbell test jig, only held by the chuck, I took very light cuts off the aluminium rings and measured. See the results in the photo. So my lathe even after leveling was cutting a taper. So more than likely my headstock is out of alignment with the bed. There is no feature to adjust head stock alignment. It would need to be scraped true. I'm not doing that. I decided to purposely impart twist in the lathe. I did a little trigonometry, and shimed up the TS end front foot. See results.
I decided to purposely impart twist in the lathe. I did a little trigonometry, and shimed up the TS end front foot. See results.
Using my dumbell test jig, only held by the chuck, I took very light cuts off the aluminium rings and measured.
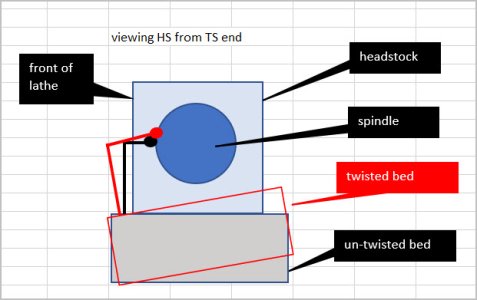
I actually twisted the bed. There are four bolts at the headstock base anchored into concrete, and they remained tight. Loosened the two bolts at the TS, and used a pry bar to lift it high enough to put the shim in place then bolted them back down.Of course, Mr Einstein would have said: It's all relative......
Did you really twist the bed relative to the head or did you just shift the relative reference for the spindle to adjust the spindle? It is after all the same result! LMAO!!!
I actually twisted the bed. There are four bolts at the headstock base anchored into concrete, and they remained tight. Loosened the two bolts at the TS, and used a pry bar to lift it high enough to put the shim in place then bolted them back down.
@Susquatch Thanks for the drawings compliment. But just to be clear, the CAD diagram is trivial. I’m just using it as a glorified calculator. The sketching is just low brow annotation tools in Excel.
But I think you are missing the point I’m trying to make, so I’ll try again (with even more sketches! LOL). Don’t get hung up on test bar or cutting coupon choice right now. Let’s just define hypothetical simplifying conditions we can visualize & then invoke real world complexities into the picture one by one. We should be able to agree on cause & effect just pictorially. Then we introduce physical measurements. If these corroborate, then we have confidence in our understanding. If they don’t match, then something is amiss & needs to be explained or re-evaluated. Standard stuff.
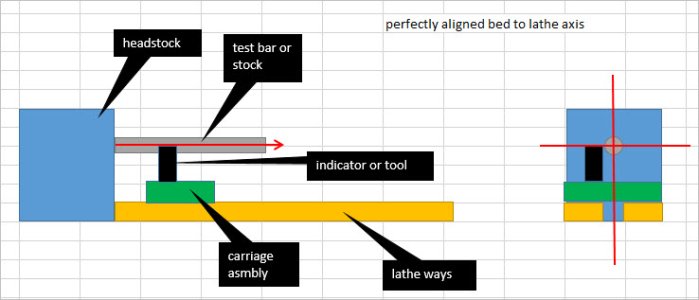
Just for now pretend what we are calling test bar is just an extension of the spindle shaft axis pointing outward towards the TS. Let’s just call it a perfect cylinder. Why does it have to extend from HS? Because we are trying to establish how potentially variable outboard bed conditions are aligned or misaligned to this axis datum.
Picture the HS being anchored. It has this perfect cylindrical bar extending out coincident to the spindle axis. Picture the bed ways like a flexible ladder frame. The 2 ladder rails represent the front & rear lathe bed ways. The ladder rungs simply preserve the distance between rails & are proxy for bed webs. This is basically the same as Tony, Joe Pi & others mocked up with cardboard & sticks. So all we know right now is that the spindle aligned test bar is pointing out in space. The rails could be doing anything because by our definition, they are flexible.
Base case. Someone ensured us they set the rails perfectly straight & perfectly square to HS axis in 3 primary planes. How can we verify this? We can put an indicator on the carriage & traverse it down the bar. If indicator runs down side of bar it reads zero. If indicator runs on top of bar it reads zero. Alternately, if we replace the indicator assembly with a cutting tool & replaced the test bar with a cutting coupon & assumed no adverse cutting forces & no adverse material properties, the resultant left & right coupon diameters would be equal. We have proven the exact same thing because they are dimensionally equivalent to each other. If we had a magic sensor that could pick up on a laser beam aligned to spindle it would say the same thing. We could also put a precision level stepwise down both ways & across the ways at specific intervals & attempt to map the topography. All these methods have pros & cons. But we work with what we have so let’s carry on with indicator setup just for discussion simplicity.
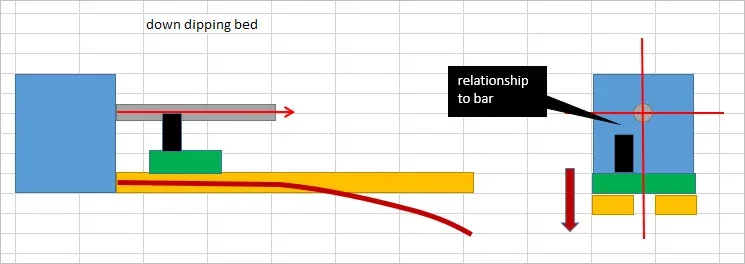
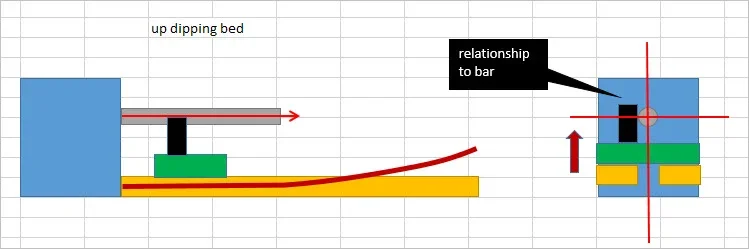
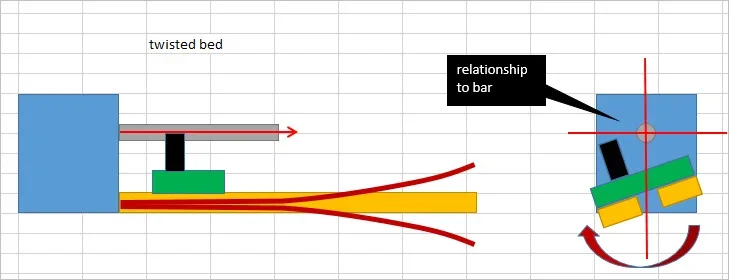
Now we introduce bed changes to this model. Picture holding the ladder rails on the TS end, one in each hand. I can raise or lower the ends together which will curve the bed up or down respectively from the anchored HS. I can also twist left or right which will cause one rail to curve up or down relative to one another. I can displace left or right in same horizontal plane, but let’s not go there for now because the aforementioned conditions are achievable by real life jacking feet whereas this condition is not without anchoring. I can also lift and twist in combination, but again keep it simple for now.
So for each of these bed distortion conditions we should be able to at least visualize what would happen. An indicator connected the travelling carriage, pre-zero registered on the test bar should respond & display a resultant reading. So we need a geometric distortion model that yields the same reading.
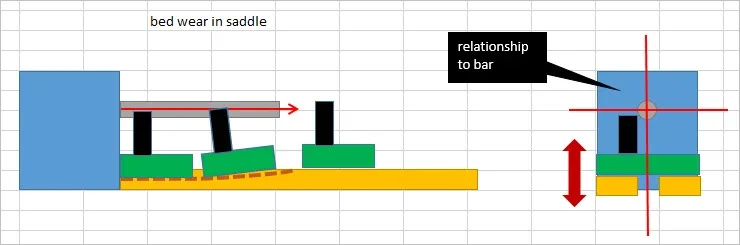
Bed wear (sketch) is similar but different. I’ve sketched an erosion of the rail top surfaces close to the HS & then it returns to it virgin condition outboard towards HS. So the carriage rides this valley profile & as above, signals some reading.
At risk of repetition, I figured I would start with the 0.003” needle deflection against a known & relatively simple defined cylinder & work backwards as to what bed distortion conditions would mathematically equate to this by the indicator ball moving to a different position. And the resultant 0.055” does not go around by any stretch of imagination, which I humbly admitted. So something is wrong, but what? I invite any of you to take a crack at it. This was actually a gut check pre-calculation if where I was thinking of going – a relatively simple 3D model of lathe with spline curve distorted ways & resultant dimensions could be picked off. The numbers can’t lie, but the basic principles & geometry has to be set up correctly or else garbage in – garbage out syndrome.
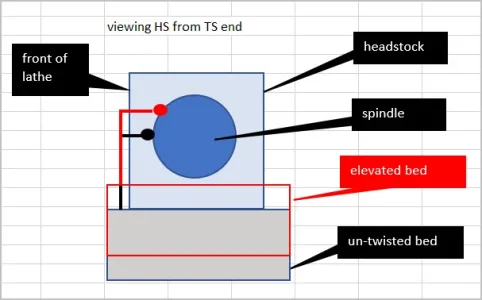
I am not disagreeing with this potential condition. I have mentioned this condition many times in the past which could easily satisfy or explain an indicator reading & identified many lathe styles where this could mechanically occur. So you are preaching to the choir. It may even be the predominant issue in all lathes but I digress.If so, then the answer is simple. The spindle is misaligned such that it points toward the front of the lathe by 3 thou at whatever the distance is that it was measured at.
But perhaps it's better to describe it using your model which has a fixed head. In this case, a 3 thou reading will result from a bed that is pivoted at the head such that the bed points to the rear of the lathe.
Yes exactly. But that's not a very efficient problem isolation methodology IMO. Lets say we are talking about observed elongation of a metal bar. It could be due to force and it could be due to temperature. I'm suggesting a test: assume constant temperature & observe elongation as function of force only. Or assume constant force & observe elongation as a function of temperature only. Now we have more information to observe relative impact.However, I start with a different initial condition where the head and spindle are NOT permanently or perfectly attached to the bed. Thus, my head and spindle can be rotated on the bed (or perhaps relative to it).
Yes exactly. But that's not a very efficient problem isolation methodology IMO. Lets say we are talking about observed elongation of a metal bar. It could be due to force and it could be due to temperature. I'm suggesting a test: assume constant temperature & observe elongation as function of force only. Or assume constant force & observe elongation as a function of temperature only. Now we have more information to observe relative impact.