Hey
@YYCHM , I actually ordered a bar like yours a few days before you did.
So many members were vouching for it that I decided to get one just to play with to see how it compared to cutting collars which is my favoured way to do it.
They say it's never a good idea to evaluate something you don't trust before you even start. But I figured I could overcome my bias. I like to think I'm open minded enough to do that. Of course, my bride says otherwise......
At any rate, despite ordering a few days before you, mine had been showing late for a week now. Today, they outright cancelled it and issued a refund. Not good for my attitude at all......
How are you doing with yours? I never heard any more from you after your last post on Saturday.
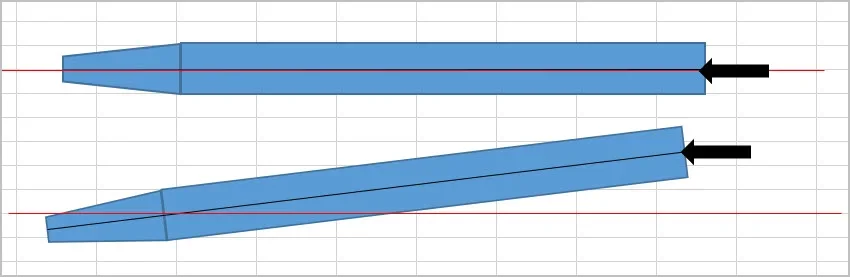
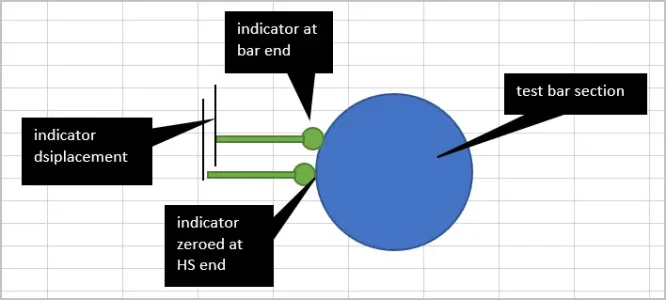
Btw, I did see on their website that they advertise the bar for tailstock alignment. I can see ways to do that, but I think it's an outright application error on their part given that there are so many better cheaper ways to do it. I'd be very interested to hear how you make out using it for that. At my stubborn old age I know I can always learn something new or different whenever I finally burn my prejudices.......
")