-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
What's this 9.5" long Test bar telling me?
- Thread starter YYCHM
- Start date
imo the difference doesn't mean much, the TS could easily pull a bar long long over a few thou..
I am not a fan of those test bars. That test (not using the TS) could be telling you the spindle bore is out or there is a microscopic bit of crude or a burr in the spindle nose
I would
1) make sure the test bar is a straight cylinder (plate, indicator and a V block....if its not straight you're beat before you start)
2) Rotate the test bar - do you get any run out, and is the run out the same at both ends? (probably not....why I don't like mounted test bars)
3) Do the test you just did, but as well as measuring at the HS and other end of it, rotate it 180 (as exact as you can, say using a pointer and gear on the out board side)
If the readings are identical, then then the test bar is truly aligned with the spindle in the plane. With a good chance it won't be,
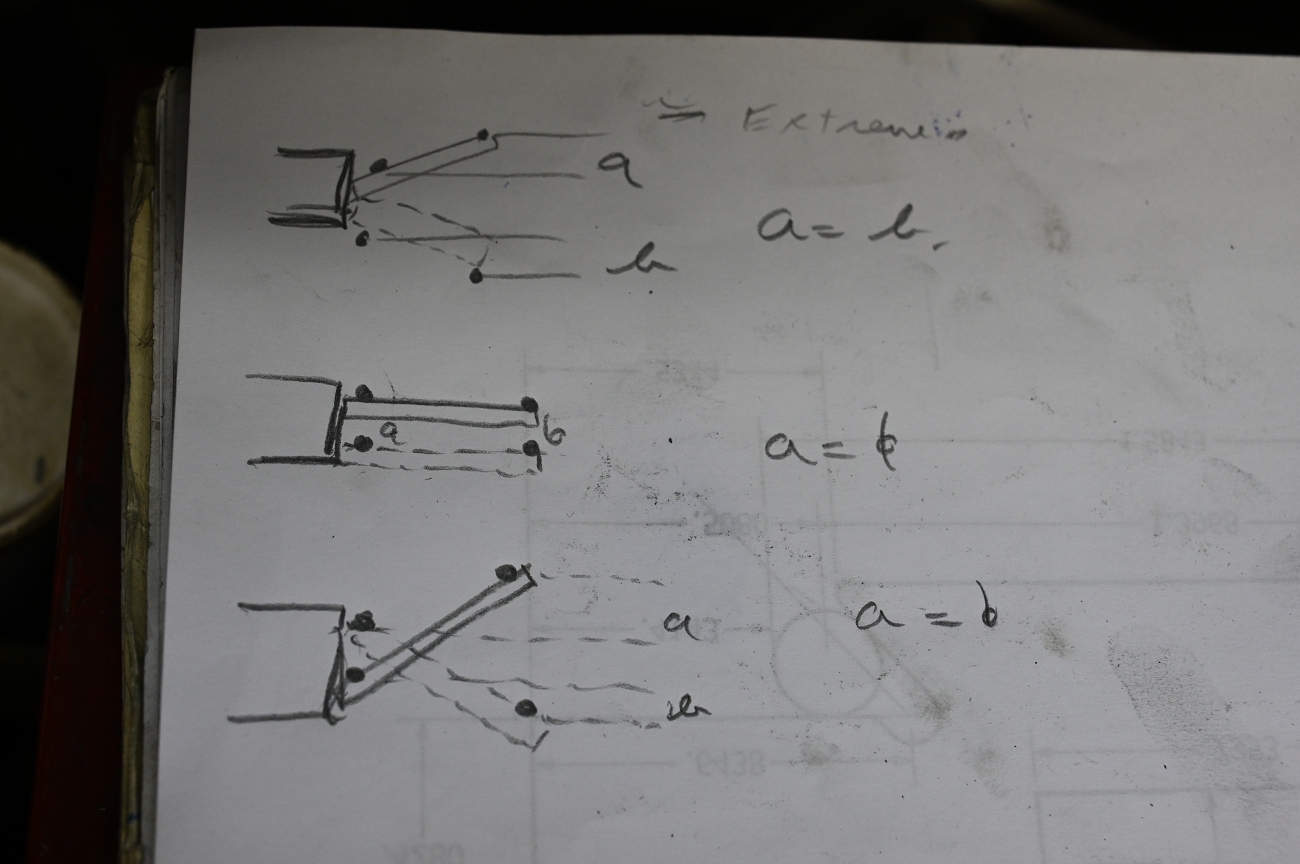
knowing the difference, lets you determine if the issue is test bar to spindle error, or spindle to bed error. a has to be the same value b as per diagram below
I am not a fan of those test bars. That test (not using the TS) could be telling you the spindle bore is out or there is a microscopic bit of crude or a burr in the spindle nose
I would
1) make sure the test bar is a straight cylinder (plate, indicator and a V block....if its not straight you're beat before you start)
2) Rotate the test bar - do you get any run out, and is the run out the same at both ends? (probably not....why I don't like mounted test bars)
3) Do the test you just did, but as well as measuring at the HS and other end of it, rotate it 180 (as exact as you can, say using a pointer and gear on the out board side)
If the readings are identical, then then the test bar is truly aligned with the spindle in the plane. With a good chance it won't be,
knowing the difference, lets you determine if the issue is test bar to spindle error, or spindle to bed error. a has to be the same value b as per diagram below
Last edited:
What's your spindle bore runout measure with a DTI?
Less that 1/2 thou. Maybe 0.0003.
I think @Mcgyver's suggestions are spot on. If you have <.0003 inside the spindle bore then I would definitely put that bar on some trusted v-blocks on a surface plate and check it's integrity.
Put it on v-blocks and measure what?
Measure runout along the length of the shaft.Put it on v-blocks and measure what?
Chip Maker
Super User
It would show if it's straight. However you first would need a matched set of v-blocks or one large one and the v-block would first have to be checked for accuracy.Put it on v-blocks and measure what?
Tom Kitta
Ultra Member
I am 95% sure the issue is that the test bar is not exactly any good. If I buy stuff from India I usually make sure its not critical measuring instruments. I got also DHL delivered tailstock die threader (very fast like a week) and fit and finish is still 1980s maybe 1990s China. I give them another decade and try again.
Tom Kitta
Ultra Member
Put it on v-blocks and measure what?
Do you have granite plate? If its really bad just roll it on the plate & you see it.
Or if you do not trust your V blocks, just mark the cylinder, measure it, and then rotate say 90 deg and then another 90 deg etc and measure again.
Even if this is all OK, the actual MT part may be screwed up - i.e. yes there could be tiny dirt in your spindle, your spindle grind may not be perfect OR simply grind of the test bar is not exactly any good there.
Lots of issues are possible. This is why its not easy to make good accurate measuring tools for cheap.
Measure runout along the length of the shaft.
Measure it this way?
Tom Kitta
Ultra Member
Yeah, that is the idea - just note that neither of the Vs nor the vice as you have now are "precision" - so you may have to do some mental exercises to interpret results.
If you had granite plate you could for example just roll the thing on it, have strong light on the other side & see whatever stuff shines through as it rolls.
I'd put one in middle, clamp lightly if possible. sweep each end, then revolve it 180 degrees and sweep again. After that rotate 90 degrees and repeat. That reveals if its straight even if the V block isn't holding in perfectly parallel to the plate. Of course measure the dia for consistency....its probably fine, I just like proving that stuff as a first step. If I've missed something, I blame it on the tall black russian lol.
If don't have a surface plate, you can still use it as I suggested about, i.e. rotate 180 and compare a to b. It should work even if not straight. Using this method, how accurate the bar is relative to the spindle just doesn't matter...you can clamp in a clapped out three and still align the headstock to a tenth.
If don't have a surface plate, you can still use it as I suggested about, i.e. rotate 180 and compare a to b. It should work even if not straight. Using this method, how accurate the bar is relative to the spindle just doesn't matter...you can clamp in a clapped out three and still align the headstock to a tenth.
I had the same problem with my test bar. I ended up indexing it around in the MT-5 until I achieved a minimum runout.
Then to test for lathe bed twist, I rotated the test bar and averaged the runout.
I did give up after a bit and then I turned a 6” two collar test bar and that was equal to the accuracy that I could measure.
I don’t have a surface plate and V-blocks either to test the runout of the bar. So I don’t know if it’s the spindle, bar or person conducting the tests that was causing the runout.
Then to test for lathe bed twist, I rotated the test bar and averaged the runout.
I did give up after a bit and then I turned a 6” two collar test bar and that was equal to the accuracy that I could measure.
I don’t have a surface plate and V-blocks either to test the runout of the bar. So I don’t know if it’s the spindle, bar or person conducting the tests that was causing the runout.
Craig, I have a good surface plate, precision V-blocks and good indicators.
If you want to go down that road, you are welcome to stop by and we can look at the test bar.
As has been suggested above, knowing how accurate the test bar actually is (or is not) does not stop you from using it though.
If you want to go down that road, you are welcome to stop by and we can look at the test bar.
As has been suggested above, knowing how accurate the test bar actually is (or is not) does not stop you from using it though.
I may be wrong but I don't think the centers on the test bar can be trusted. If I had to guess, those were probably used to turn the stock, then it was heat treated (likely distortion), then centerless ground. Centerless means (shockingly) in the absence of supporting centers. So the bar could be perfectly cylindrical & perfectly straight & perfectly matched MT taper, but the original center drills are no longer coincident with the current cylinder axis. If this is the case, lets say the center is off by 0.001". The TS cone will engage the center cone & basically bend the bar into compliance since its quite rigidly held on the HS side. Its just not an appropriate test setup IMO.
For TS alignment (only after HS is aligned to best of ability) its better to support a purpose parallel bar between centers (kind of like the Edge device principle where the collars are ground relative to centers). Or just rotate a DTI held in your chuck against the MT socket or something accurately held in the socket & observe the relative in/out displacement from HS to TS

For TS alignment (only after HS is aligned to best of ability) its better to support a purpose parallel bar between centers (kind of like the Edge device principle where the collars are ground relative to centers). Or just rotate a DTI held in your chuck against the MT socket or something accurately held in the socket & observe the relative in/out displacement from HS to TS
Hey @YYCHM
See the post I just put up a few minutes ago on this very subject at:
Post in thread 'NUMOBAMS 8x16 (NU-210G) Lathe Review' https://canadianhobbymetalworkers.com/threads/numobams-8x16-nu-210g-lathe-review.5162/post-77545
It might be worth reading earlier posts in that thread too as they discuss other aspects of head alignment, bed levelling, and tailstock alignment. All 3 are different things and easily confused and sadly also affect each other....
See the post I just put up a few minutes ago on this very subject at:
Post in thread 'NUMOBAMS 8x16 (NU-210G) Lathe Review' https://canadianhobbymetalworkers.com/threads/numobams-8x16-nu-210g-lathe-review.5162/post-77545
It might be worth reading earlier posts in that thread too as they discuss other aspects of head alignment, bed levelling, and tailstock alignment. All 3 are different things and easily confused and sadly also affect each other....
View attachment 24160
Without tailstock support I get 1 thou runout at the headstock. 4 thou runout at the far end and 4 thou along the length.
With tailstock support all three measurements are 1/2 thou.
The test bar is from India and ordered on Amazon. Free DHL delivery was only 10 days.
My simple answer is that it is telling you that there is something wrong with the bar itself or the mt taper in your headstock. Could be dirt or poor machining.
However, the bar can still be used to check the alignment of your spindle. Just measure and mark the runout and then subtract these measurements from the alignment measurements to check your spindle alignment.
Like @Mcgyver , I am not really a big fan of those bars. I prefer to cut a test bar to evaluate and correct spindle alignment. But I confess that I ordered one from India too. It is lost in space.......
Last edited:
Personally, I'm not surprised that a 1" dia. bar, 9.5" long, jammed into a MT3 taper socket wobbles at the end. That's what tailstocks are for. I'm pleased with the 1/2 thou. across all measurements with the tailstock deployed. My headstock spindle taper is not pristine that's for sure.