Depending were you at and how cheap your want to get rid of it for I may consider the shipping costs lol but if your past Alberta probly not worth while 🙁Pretty respectable brand. I wish I could flog this hydraulic monster, too big for my XLO. 85 lbs, ain’t shipping it too far.
-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Tool Tooling up a milling machine
- Thread starter justin1
- Start date
Tool
i would go indexable above 16mm, i think thats the smallest they sell them, i will have to take a look when i get home at the smallest indexable one i have
how much side milling do you plan to do? if its only for roughing you would probably be better served with one larger roughing endmill
if your just getting going i probably wouldn't buy anything larger than like a 12mm in solid, your going to break stuff, and burn stuff out, better to burn out/break a 15$ em than an 80$ one
you have to really think, how big are the things you plan on milling, you can do a lot with 8/10/12mm end mills
how much side milling do you plan to do? if its only for roughing you would probably be better served with one larger roughing endmill
if your just getting going i probably wouldn't buy anything larger than like a 12mm in solid, your going to break stuff, and burn stuff out, better to burn out/break a 15$ em than an 80$ one
you have to really think, how big are the things you plan on milling, you can do a lot with 8/10/12mm end mills
Mk I will have to look getting couple size of indexable endmills instead of the 14mm 16mm 18mm and the 20mm carbide.i would go indexable above 16mm, i think thats the smallest they sell them, i will have to take a look when i get home at the smallest indexable one i have
how much side milling do you plan to do? if its only for roughing you would probably be better served with one larger roughing endmill
if your just getting going i probably wouldn't buy anything larger than like a 12mm in solid, your going to break stuff, and burn stuff out, better to burn out/break a 15$ em than an 80$ one
you have to really think, how big are the things you plan on milling, you can do a lot with 8/10/12mm end mills
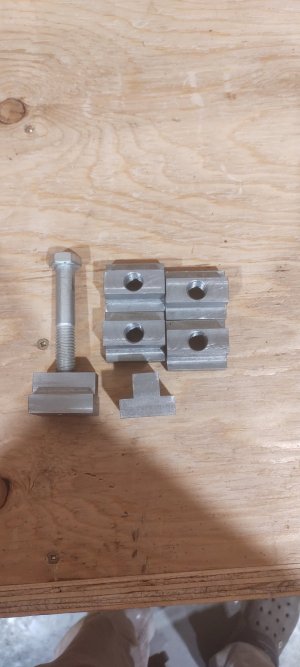
And fair I have already burnt up a 1/2 carbide making a set of T blocks for the mill lol wish there was a retired machinist who lived close by who wants a apprentice lol
And I plan on working on my tractor and skid steer so possible some shaft work and linages few other bits and pieces but wanted the mill to build more tools for the shop like 2x72 belt sander and some other stuff that would be lack luster to buy vs a homebuilt variant as well when I build my shop in next couple years would like to transition to home based welding shop so having some stuff to work on equipment would be nice as in my area it is mostly forestry and farming and would like to take on bit of repair work from that.
I only tapped one of the 8 crooked lol before I remember I could use the mill to help keep the tap straight lol (other 2 are hold down vise I can count to 9.5 before I run out of fingers lol.)
Attachments
Last edited:
Stellrammer
Well-Known Member
Yeah, that round isn’t very practical. That is good speed on a machine that size, definitely capable of small diameter milling with carbide.Ok so the round inserts for boring wouldn't be worth while and probly should removed from my order and my machine tops out at 3800 rpm
Maybe you already bought them but I looked up that boring bar set since I’ve been after something like that.
The flats on the shanks are the wrong orientation for any boring head I’ve ever seen.
Mk I haven't ordered anything yet so I got a 1/2 boring head is there a set that you would recommend to use instead I would like to not buy the wrong stuff if I can avoid
My makeshift bolt fly cutter with a chuck of saw blade welded to it lol works ok but i want a real fly cutter/surfacing head sooner then later lol and if any one is curious on the finish it's not great looks like a artistic hand scraping job
Attachments


Last edited:
Stellrammer
Well-Known Member
Nope, Ontario, that’s a long trip for 85lbs, the vise is only $500. I took it new from the box 5 years ago, used it twice then sat on my spare mill and got shop worn from all the humidity changes.Depending were you at and how cheap your want to get rid of it for I may consider the shipping costs lol but if your past Alberta probly not worth while 🙁
Ye unless you wanted to give away for free it still probly not worth the shippingNope, Ontario, that’s a long trip for 85lbs, the vise is only $500. I took it new from the box 5 years ago, used it twice then sat on my spare mill and got shop worn from all the humidity changes.
Rauce
Ultra Member
Mk I haven't ordered anything yet so I got a 1/2 boring head is there a set that you would recommend to use instead I would like to not buy the wrong stuff if I can avoid
My makeshift bolt fly cutter with a chuck of saw blade welded to it lol works ok but want real fly cutter/surfacing head sooner then later lol and if any one is curious on the finish it's not great looks like a artistic hand scraping job
Accusize has some indexable boring bar sets, can’t tell you if they’re any good but they are imperial so will fit your 1/2” boring head.
Mesa tool in the US has some interesting boring bars and boring head attachments, including a 1/2” shank fly cutting attachment.
In my opinion for fly cutting you’re better off making one yourself. Check out the Inheritance Machining YouTube video on making a big fly cutter for inspiration.
Mk I'll look into what style those are and try to find something like it or may e buy Theirs if they not a bad price.Accusize has some indexable boring bar sets, can’t tell you if they’re any good but they are imperial so will fit your 1/2” boring head.
Mesa tool in the US has some interesting boring bars and boring head attachments, including a 1/2” shank fly cutting attachment.
In my opinion for fly cutting you’re better off making one yourself. Check out the Inheritance Machining YouTube video on making a big fly cutter for inspiration.
And ye that's the exact fly cutter I want to copy vs the hss style fly cutters I liked the design and it's like the head surfacing ones a lot of the automotive machine shops use
And fair I have already burnt up a 1/2 carbide
Yea that's a lesson, the sfpm goes way way up as the diameter goes up, it's a lot easier to overspeed a big end mill and burn it up vs a small one.....and the price increases astronomically, better to burn up/break the small ones
I think your should find yourself a couple small projects to get your feet wet, get an idea of the feeds and speeds, as you progress you will get more comfortable with what kind of speeds you need, what it takes to break them (em's)
In the end I don't think your going to end up with to many big em's probabaly a few shell mills and a lot of indexable stuff, you have a big 5hp unit don't you ? They even make big indexable mills for side milling
@Susquatch
Im not sure If I would need more then one as I was originally planning to make some but they were pretty cheap and figure I could still make some.in future if I needed a longer set up or something more special.
Typically, you need two whenever you work on a longer shaft that you need to put flats on or drill at specific angles.
For working on short shafts or gears you would be better served with a spin indexer or a universal divider.
If you search collet block on here, you will find threads that will detail the woes that are encountered with mismatched blocks. If you don't want to buy them in pairs right now, I'd recommend waiting till you need them. That way you can still change your mind and get a matched pair. If you buy just one right now, you can't get a mate for it later.
As far as rotary table goes I may go bit small as they do get a lot cheaper for the 4 inch ones as I don't have couple gun smithing related projects I would like to use a small rotary table for probly could even use a 2 inch one if they make them for the gun stuff I want to dick around with but I want to find a large used one for everything else for rounding corners and other stuff that looks better with a curve.
Lots of us on here do various levels of smithing including me. After you have been active for a while you will get to know who we are and can reach out for help and ideas in a PM. But generally, the forum does not have a smithing focus.
That said, you have not shifted my opinion one iota. You will get WAY MORE BANG (excuse the pun) out of a much bigger used rotary table for the same price.
If you have an interest in smithing, what is your eta on a nice lathe?
I thought the tilt table and rotary would work good with small chuck to do angles without having to tram machine back in for something non critical too small to want to bother with moving the head of mill.
Yes, they might. But there are much better ways to setup for angles without tilting your head than using that tiny little tilt table. I believe you will be very disappointed. Especially given the size of your mill.
I do such things routinely and I avoid tilting my head like the plague. That said, I'm getting closer to finishing a tramming fixture I developed to make the tramming process super simple and fast. Maybe I'll do it more often after that. But probably not!
Seriously, I'd guess that maybe half of whatever you make will involve angles. You will learn to cut those angles without tilting your head and without even giving it much thought as time passes. The most important tool for that is a big high quality solid vise. Smaller machinist's vises can be held in the big vise. And a sine bar is much more accurate for setting up angles than that vevor tilting table.
I just think those two devices are a LOT of money for what you are getting and you can get 10x the quality and function by buying used. Then again, that's just my opinion.
Just to give you a sense, your mill is bigger than mine. But I have a 10" rotary table. I'd trade it in a heart beat for a 12 or 14 inch. I'm a big guy, and those sizes are all very heavy. But they need to be to do what you need them to do. Last but not least, it's also important to try to standardize you clamping tools. I'd bet big bucks that those two units will require smaller clamping sets too. And so things start to add up. It's better to try and keep all that kind of stuff standardized so you don't need 4 different size sets of this and 4 different sets of that, and that, and that.
II think an overall goal of yours should be to learn first and buy later. By all means, get yourself a bunch of different end mills. The ones I use most are 6 & 8 mm or 1/4 & 1/2. And don't forget about roughing end mills.
So, thinking a bit more broadly for you:
What do you have for metrology?
Do you have machinists squares?
.
Do you have a good set of smithing screw drivers, allen wrenches, punches, tapping tools, drills, etc etc
Ye I got a 5hp vertical and I did see some of those indexable side mill style mills wasn't sure if they were something I would want right away vs larger Carbide.Yea that's a lesson, the sfpm goes way way up as the diameter goes up, it's a lot easier to overspeed a big end mill and burn it up vs a small one.....and the price increases astronomically, better to burn up/break the small ones
I think your should find yourself a couple small projects to get your feet wet, get an idea of the feeds and speeds, as you progress you will get more comfortable with what kind of speeds you need, what it takes to break them (em's)
In the end I don't think your going to end up with to many big em's probabaly a few shell mills and a lot of indexable stuff, you have a big 5hp unit don't you ? They even make big indexable mills for side milling
my milling machine use extent over my career has only been cut keys into shafts and some other very basic things. And even then didn't really play with feeds and speeds just kinda fire it up and see what it does kinda thing lol.
And when you use some of portable milling stuff like air pipe bevelers or flange resurfacing machines they don't really have any settings more of a dial from 1-10 lol almost fool proof.
I would like to "know" what I'm doing before I would considering taking on repairs they need a certain level of accuracy and that's couple years away yet anyways as I get older getting less inclined to travel for work. I'm much better at welding and field fabrication/repair were tolerances can be anywhere from 1/8 to grab the biggest comalong you can carry before you need forklift.
And when you use some of portable milling stuff like air pipe bevelers or flange resurfacing machines they don't really have any settings more of a dial from 1-10 lol almost fool proof.
ha well, there is good reason for that
I would like to "know" what I'm doing before I would considering taking on repairs they need a certain level of accuracy and that's couple years away yet anyways as I get older getting less inclined to travel for work. I'm much better at welding and field fabrication/repair were tolerances can be anywhere from 1/8 to grab the biggest comalong you can carry before you need forklift.
i 100% understand, you dont want to mess something up of someone elses, thats why i think you should find yourself a project. A literal make work project, heck you could do that 2x72 grinder, overkill the shit out of it, surface everything, use the mill for the slotted holes, etc etc. Make dimensional tolerances you want to hit and try to hit them, even if its pointless. You will learn, and you will become more comfortable with using the mill. What to do, what not to do, what it takes to break an em, how tightly you need to clamp things, the list goes on.
You will also find that once you have the tools to be accurate, weather that be a dro, learning the dials, reading mics, etc, it is very much easier to hit those numbers. im with you on the 1/8 department, most of the guys i work with cant believe i can make things in my garage that are +/- 1 - 2 tho, yet at work im very much the 1/8 / 3MM kinda guy...difference is knowing when you need to actually be accurate and having the proper tools to do it.......its not gonna take you years to get there, after a few projects you will be able to get machine stuff to reasonable tolerances
if it interests you, any of those casting kits are also good learning tools, they all come with drawings and dimensions that need to be hit, and require unusual setups, and some out of the box thinking to complete, you can learn a lot from completing any of them
@Susquatch
Ahh that makes sense to why I would want a pair I was kinda Looking at it as just putting wrench flats in the end of things vs having to do the middle of a long piece I can see the utility in that.
Ye I can see where oxtools and other variations on the spindexers make more sense then a single collet block I can even see having a tailstock to match maybe handy.
And fair points on the questionable rotary table and the small tilting table. I should learn more about some bars I've seen them used before and kinda get the rough idea of them and they seem simple to make aswell just need a nice vise to complement them.
As far as smithing goes I don't have any real big plans with it I own a old .270 with the k98 style flag safety that I wanted to change to a low profile safety but figured for it's be fun to make vs buying the 100$ premade trigger.
As far as lathe goes I got a 1440 that currently living in my buddies shop as when I sold my old house and started building new house I didn't have the room to move around and didnt want it to live in seacan for couple years. I'm actually contemplating buying a worn out 20x120 from local machine shop as they want to get rid of it for 500$ just trying to figure out were to put it as I kind of want to try shortening it and for 500$ I've made worse decisions lol.
For measuring tools I'm actually fairly well set up I got dial indicator set up to 16". 2 nice vernier calipers and bunch of those toss away ones. Nice digital bore gage got 2 .02mm dial gauges 1 .001 1 .0005 and a nice .0001 couple arms and some other random crap like feeler gauges etc
I just finished restoring older Milwaukee 4209-1 which I want to convert to do portable line boarding stuff with. can do all welding but spray and thermite and laser lol. I got lots of hand tools and rigging stuff not sure what you mean by smithing screw drivers but I got lots of pry bar screw drivers 🙂
As far as machinist squares go I don't own any of those I do own nice mituyo combination square set never really found my self needing machinist sqaures vs just speed squares or framing squares.
Ahh that makes sense to why I would want a pair I was kinda Looking at it as just putting wrench flats in the end of things vs having to do the middle of a long piece I can see the utility in that.
Ye I can see where oxtools and other variations on the spindexers make more sense then a single collet block I can even see having a tailstock to match maybe handy.
And fair points on the questionable rotary table and the small tilting table. I should learn more about some bars I've seen them used before and kinda get the rough idea of them and they seem simple to make aswell just need a nice vise to complement them.
As far as smithing goes I don't have any real big plans with it I own a old .270 with the k98 style flag safety that I wanted to change to a low profile safety but figured for it's be fun to make vs buying the 100$ premade trigger.
As far as lathe goes I got a 1440 that currently living in my buddies shop as when I sold my old house and started building new house I didn't have the room to move around and didnt want it to live in seacan for couple years. I'm actually contemplating buying a worn out 20x120 from local machine shop as they want to get rid of it for 500$ just trying to figure out were to put it as I kind of want to try shortening it and for 500$ I've made worse decisions lol.
For measuring tools I'm actually fairly well set up I got dial indicator set up to 16". 2 nice vernier calipers and bunch of those toss away ones. Nice digital bore gage got 2 .02mm dial gauges 1 .001 1 .0005 and a nice .0001 couple arms and some other random crap like feeler gauges etc
I just finished restoring older Milwaukee 4209-1 which I want to convert to do portable line boarding stuff with. can do all welding but spray and thermite and laser lol. I got lots of hand tools and rigging stuff not sure what you mean by smithing screw drivers but I got lots of pry bar screw drivers 🙂
As far as machinist squares go I don't own any of those I do own nice mituyo combination square set never really found my self needing machinist sqaures vs just speed squares or framing squares.
I just finished restoring older Milwaukee 4209-1 which I want to convert to do portable line boarding stuff with.
oh ive thought about doing this myself, i came across an old 4spd morse taper mag drill that would have been perfect for 200$....silly me didnt buy it, i missed out on a beautiful dust collector/paperweight to add to my collection
Ye that's why I want to try to build a lot of the tools so I can get better feel for what it takes to work the tenths kinda thing I've started wiping out the dial indicator a hell of a lot more when playing with the lathe even for stuff like knobs for stuff I want to be able understand what it takes to maintain tolerances as if I want to do equipment repair type work I don't want to learn how to do shrink fit on a 150k excavator would rather try it on my 5000k backhoe that has about of foot of free play when you stop it mid swing 🙂ha well, there is good reason for that
i 100% understand, you dont want to mess something up of someone elses, thats why i think you should find yourself a project. A literal make work project, heck you could do that 2x72 grinder, overkill the shit out of it, surface everything, use the mill for the slotted holes, etc etc. Make dimensional tolerances you want to hit and try to hit them, even if its pointless. You will learn, and you will become more comfortable with using the mill. What to do, what not to do, what it takes to break an em, how tightly you need to clamp things, the list goes on.
You will also find that once you have the tools to be accurate, weather that be a dro, learning the dials, reading mics, etc, it is very much easier to hit those numbers.
if it interests you, any of those casting kits are also good learning tools, they all come with drawings and dimensions that need to be hit, and require unusual setups, and some out of the box thinking to complete, you can learn a lot from completing any of them
Those casting actually interest me a lot same as hand scraping this summer I'm hoping to set up 50lb waste oil foundry so I can play around with cast iron even want to build a cabolua furnace for fun just to try making a anvil but that's later plan.
This one's just a hi/low guy but things a beast much rather have a nice hougen low profile mage drill for "everyday use" but this big boy will make a fine line boring machine I think I've seen few in the field made of these they have a lot of torque. Just have to make new set of SS handles for it and it's done 🙂oh ive thought about doing this myself, i came across an old 4spd morse taper mag drill that would have been perfect for 200$....silly me didnt buy it, i missed out on a beautiful dust collector/paperweight to add to my collection
Just would not use out of position without chain unless you want to loose some toes
Got it for free as the company I worked for at the time didn't care to fix it and just buys new shit when stuff stop working. I had to repair the PCB board as some water got into it and blow out some of the connections but besides that works good
Attachments

i think the lathe is more tricky to deal with when hitting those really tight numbers, you dont have to deal with spring back in the milling machine...or at least not nearly as much
i did check my collection, the largest carbide i have is a 12, then i have indexable starting at 16, then a few sizes of shell mill, i have 2, 3 and 4 flute's, you really do want 2 or 3 flute in aluminum, the flutes on a 4f plug up
i do have a few large hss roughing em's (19 is the largest) that i bought when i first got the machine, i toasted the end of the biggest one almost immediately on steel, i hardly ever use them, once in a blue moon i will use one of them to rough the end of a piece of aluminum, and really only because i have it, if any of them get completely destroyed i wont replace them
i almost bought one of those low profile hougens....until i noticed you have to use special annular cutters, it wont accept either of the 2 normal styles, they have a hougen only shank, very pricey, not super easy to come by...that killed it for me
i have one of the Milwaukee permanent magnet mag drills, no worrying about some donkey unplugging your cord....that's the way to go for out of position in my opinion
i did check my collection, the largest carbide i have is a 12, then i have indexable starting at 16, then a few sizes of shell mill, i have 2, 3 and 4 flute's, you really do want 2 or 3 flute in aluminum, the flutes on a 4f plug up
i do have a few large hss roughing em's (19 is the largest) that i bought when i first got the machine, i toasted the end of the biggest one almost immediately on steel, i hardly ever use them, once in a blue moon i will use one of them to rough the end of a piece of aluminum, and really only because i have it, if any of them get completely destroyed i wont replace them
much rather have a nice hougen low profile mage drill
i almost bought one of those low profile hougens....until i noticed you have to use special annular cutters, it wont accept either of the 2 normal styles, they have a hougen only shank, very pricey, not super easy to come by...that killed it for me
Just would not use out of position without chain unless you want to loose some toes
i have one of the Milwaukee permanent magnet mag drills, no worrying about some donkey unplugging your cord....that's the way to go for out of position in my opinion
@phaxtris
I've used Milwaukees newer permanent magnet battery powered drills works pretty good but the button placement is less then ideal. if you working in a beam or against anything it won't turn on. Which makes it useless for routine ironworking tasks lol
That's funny I did the same thing I bought a 4flute 3/4 hss from kms tools and used it on steel once dulled the tips first use now I got aluminum side mill only end mill.
Ye I hate company only consumables as they tend to change it up every couple years and force you to buy new and improved version of same shit.
I wish they would standardize battery packs for tools that would be hell of a day
I've used Milwaukees newer permanent magnet battery powered drills works pretty good but the button placement is less then ideal. if you working in a beam or against anything it won't turn on. Which makes it useless for routine ironworking tasks lol
That's funny I did the same thing I bought a 4flute 3/4 hss from kms tools and used it on steel once dulled the tips first use now I got aluminum side mill only end mill.
Ye I hate company only consumables as they tend to change it up every couple years and force you to buy new and improved version of same shit.
I wish they would standardize battery packs for tools that would be hell of a day