Edit - didn't even get to sleep and realized this was wrong. A ball in a cone will never be an ellipse. It will always be a circle and will work just fine.
What's even more frustrating is I think I got to the bottom of this issue once before & subsequently forgot it.
This might not be incorrect so don't hold me to it, but seems like I did something like so. I tried to evaluate quick & dirty in CAD
make a cylinder with two 60-deg cone center drills
if you make an angle on the end, that is equivalent to setting the bar offset in TS & slicing the end in cross section. I know we are not turning the end, we are turning the OD, but it allows us to look at the bar end specifically what remains of the center drill but from TS oblique perspective.
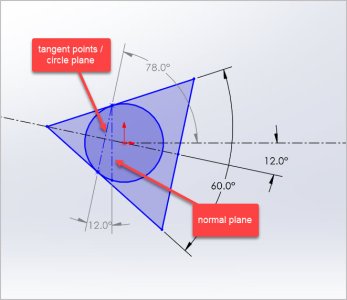
project the remaining cone outline onto normal plane. By that I mean how the TS sees it staring at the HS
SW says the outline is an off-center ellipse
Yay, CAD confirms if we slice a cone at an angle we get an ellipse when viewed normal to cone axis
So I don't think a spherical ball will fit obliquely into an elliptical hole with full tangential contact?