All my centres are MT2. This takes MT3
Do you have a MT2/MT3 sleeve?
All my centres are MT2. This takes MT3
Tapered rollers.What type of bearings in the headstock? Angular contact, or taper roller? If angular, are they in the correct orientation?
No unfortunately I don’t have one.Do you have a MT2/MT3 sleeve?
Feeling optimistic I dialed in a full .100" depth of cut. Power feed and no chatter.
To be fair I actually don't know if the dials are direct or indirect reading. So it could have been a .050 DOC for a diameter reduction of .100"0.1" DOC? Are you sure about that?
Mine is direct reading also. Pity.... my other lathes are Diametric, not radius reading. I has caused mistakes in the past (and will in the future, too!)I dialed in a full .100" depth of cut. Power feed and no chatter.
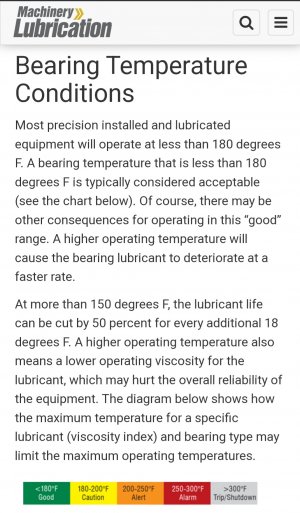
Yes, this!!!Checking your bearing temps is a good idea.
Thanks John. I can sleep easy tonight. As you might imagine I was a tad annoyed and frustrated.Mine is direct reading also. Pity.... my other lathes are Diametric, not radius reading. I has caused mistakes in the past (and will in the future, too!)
Yes, this!!!
Way to go, @David_R8
I can manage .100 DOC on mine, but this is the limit of my belts, they keep slipping!
@YYCHM I was curious so I checked with an indicator. The dials are direct reading. A movement of .001 on the dial moves the cross slide .001. So my .100 DOC was really that deep.
You start by putting the flags for the corners of the building on my property. I'll even help you...So we just got back from meeting with the architect and the builder. We could potentially build a shop as big as 26x36.
Where do I sign?!?!
....... it's not where, it's when, like yesterday, before someone changes the rules on you.So we just got back from meeting with the architect and the builder. We could potentially build a shop as big as 26x36.
Where do I sign?!?!


Now to be honest it’s my wife who’s dictating the size........ it's not where, it's when, like yesterday, before someone changes the rules on you.
So, when you get this grand new shop and join the ranks of the hoyty toyty elites, try not to forget your old friends here on the forum....
Is she vying for sainthood!! Don't discouage her.Now to be honest it’s my wife who’s dictating the size.
She wants me to have the shop of my dreams. And the extra floor space sure will make for a nice suite