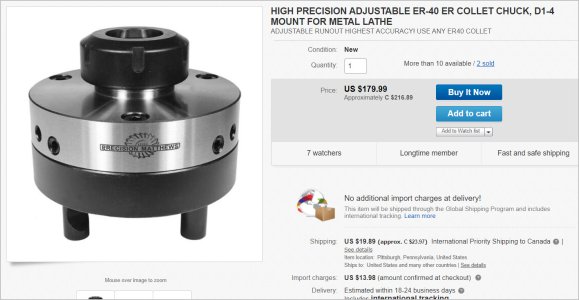
Doesn't work for Dusty's lathe, but looks like Precision Mathews sells an integrated D1-4 backplate / ER40 collet chuck on Ebay. And it has the equivalent of set-tru (adjustment screws) so can be dialed in independent of back plate adapter. (ebay item number 234016145577)
PM store home here
http://www.ebaystores.ca/Quality-Machine-Tools
PM store home here
http://www.ebaystores.ca/Quality-Machine-Tools
Attachments
Last edited:

 That's as big as your 3J. What is the max dia. it can handle?
That's as big as your 3J. What is the max dia. it can handle?