Oh ya, for sure. Lock that carriage.
My reasoning was that x travel didn't really affect parting. But, next time I have trouble I'll try that. Who knows!
Oh ya, for sure. Lock that carriage.
Yup that should be a first step in trying to eliminate part off troubles.Oh ya, for sure. Lock that carriage.
Why do you say "until now"?
Yup that should be a first step in trying to eliminate part off troubles.
Your lathe may even be a bit stouter than my 14x40 (D1-4). Same generic tool post. Assuming decent parting tools clamp rigidity & correct alignment, you should be able to +/- replicate @dfloen parting right side up. That's pretty much what my parting looks like, although I always use cutting oil.It is a 14x40 D1-5 with an oil bath gear head. Perhaps I should add that the backlash is all quite good. About 10 thou on the carriage, 3 on the cross slide, and 2 or so on the compound. Maybe I should lock the carriage when parting, but I have never done that.
Because this tool that Bill @Dusty sent me makes parting off so easy. I just parted off 5 times in a row zip zip zip done. No drama, No grief. Now to figure out why my T blade doesn't behave the same way.
@Susquatch That machine should have no trouble at all. My advice would be to try more/less rpm, feed speeds, etc. Maybe move the toolpost towards the center of the compound instead of hanging off the edge
Yup that should be a first step in trying to eliminate part off troubles.
Because this tool that Bill @Dusty sent me makes parting off so easy. I just parted off 5 times in a row zip zip zip done. No drama, No grief. Now to figure out why my T blade doesn't behave the same way.
Your lathe may even be a bit stouter than my 14x40 (D1-4). Same generic tool post. Assuming decent parting tools clamp rigidity & correct alignment, you should be able to +/- replicate @dfloen parting right side up. That's pretty much what my parting looks like, although I always use cutting oil.
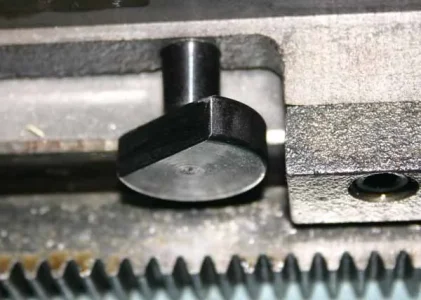
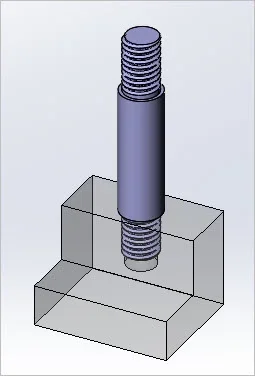
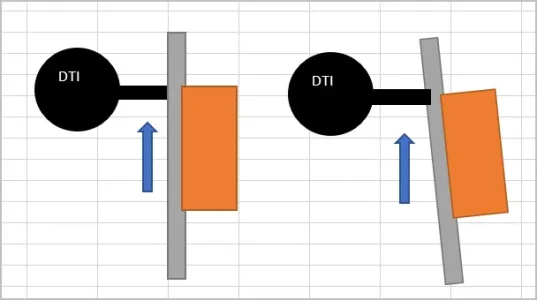
IMO you should always lock the free way on a lathe or a mill. It only takes a second, adds rigidity, prevents drift, arguably reduces wear. Your leadscrew might be more worn near your typical parting range, but if in doubt set up an indicator on the bed, push & pull on the carriage. Apply the lock & repeat. If your cutting tool is wanting to steer in a certain way & you allow it to happen, it's only going to get tighter as it cuts inward & potentially deflect other surfaces. There is just no advantage to leaving it unlocked I can think of. My lathe carriage lock was a POS. Possibly you have something similar. Mostly it was vague & iffy to set but it also didn't grip well. Pics show my version. Much more positive. I can finger tighten to the same pressure that required a wrench half turn before.
Did you put a square up to it yet?
I agree actually. It is hard to displace that big hunk of iron unless the leadscrew is quite worn. Even so the reaction force should be going cross bed, not acting to displace it. I'm just mentioning locking is a good habit, maybe something you would pick up like facing a large diameter. But what I really meant to say was locking the compound which hopefully you have. Some people orient the compound at an angle to help mitigate. For the most part mine sits at 45-deg but it does have a (rudimentary gib strip friction) lock. It probably helps to retract the compound so the dovetails have maximum engagement vs extended forward. I'm guessing you checked all these things so it is a bit mysterious.Nonetheless, I doubt I have a problem with the carriage moving. I have zero sense that the blade is bending or does anything other than follow the groove perfectly. But I guess you never know. I'll certainly try locking the carriage the next time I have a problem. Or more specifically, I'll give that a try on another spot with whatever part I had a problem with.
I agree actually. It is hard to displace that big hunk of iron unless the leadscrew is quite worn. Even so the reaction force should be going cross bed, not acting to displace it. I'm just mentioning locking is a good habit, maybe something you would pick up like facing a large diameter. But what I really meant to say was locking the compound which hopefully you have. Some people orient the compound at an angle to help mitigate. For the most part mine sits at 45-deg but it does have a (rudimentary gib strip friction) lock. It probably helps to retract the compound so the dovetails have maximum engagement vs extended forward. I'm guessing you checked all these things so it is a bit mysterious.
I know some people like to bevel the edge of parting tool so it supposedly shears off at a point leaving the part cosmetically nicer. I dont think a little angle matters but the downside of larger angle IMO is it can drive the cutter in the direction of the point & things get jammy with extended blade. I prefer neutral (square) so the chip is uniform.
OK, I understand. Thank you.
Please keep me posted with whatever you learn about T-Blades.
Is this a photo optical illusion with the chip on top, or is your tool edge shaped like this?
Heat means rubbing/friction (welding in your case LOL). Anyways, not cutting or at least very inefficiently.
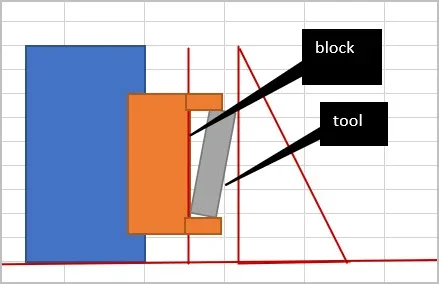
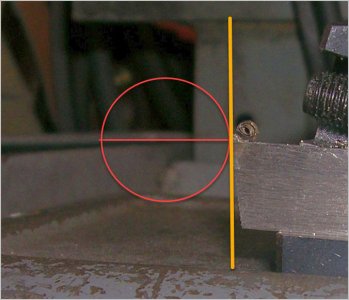
- You are 100% positive the dressed edge is on spindle center?
- If you trapped a thin rule in between cutter & part it would be perfectly vertical (orange).
- Blade is advancing perpendicular to work with the prior suggestions?
- A freshly ground edge should feel sharp to the touch even though the angle is different.
What material? Any oil? Does it do this on any material or is it a mystery bar? Did the Dusty tool part this same stock fine?
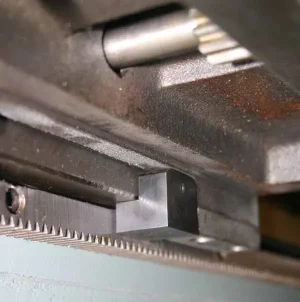
Broke out the T Blade today and did some playing around.....
View attachment 21291
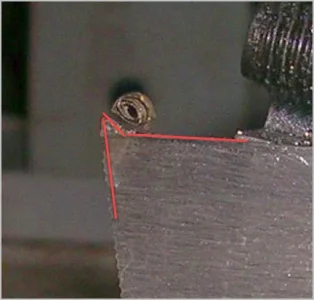
After checking that the blade was sitting upright and everything was setup properly and locked down I encountered a new phenomenon. It would cut a curled chip but after it reached 5-10mm in length the chip would weld itself to the point? Backing the blade out to keep the chips clear helped but eventually the blade would stop cutting without manual intervention.
Bad picture but that's a curled chip stuck to the point.
Cutting fluid didn't help. I'm at a loss on this one?