Thanks
@Susquatch for kicking this off, lots of good discussion so far.
I've relatively recently dipped my toe in the insert/indexable pond so I think I can add some comment from that perspective. Except for a brief introduction several years ago I had used a combination of HSS and brazed carbides over the years using lathes at previous employers, mostly after hours.
Fast forward to today and I’ve been using insert tooling for about 5 years. I have my personal lathe, a Myford S7 (1HP) for reference and I have tried out indexables for a few reasons. First, a lot of my tools, including my brazed carbides are a bit big for the tool post and center height becomes an issue, for the rest of the carbides I’d have to invest in a diamond wheel for the few that would fit the tool post (Dickson QC) so I might as well look to newer technology and indexables fitting the machine and see what they’re all about.
I bought a set of DCMT (7 deg positive, 55 deg rhombic shape insert, basically about a 2:1 diamond) tool holders to get started, they are 3/8” square shank so size code 06-2J:
SDJCR & L - (Right & Left)
SDNCN – Neutral/Straight orientation
SDUCR - Boring
I wasn’t impressed with the performance of the inserts that came with the tool holders so I proceeded to try and decipher the data tables in the Sowa catalogue for the inserts that Rideout Tools carry and order some better inserts. The easiest way to define the selection is to go to the catalogue section that covers the tool holder and see what insert options fit, then go to the insert tables. In my case, from the Sowa catalogue that is DCM(or G)T21.5X where X is the nose radius option. From there you choose material being worked, insert material and finish required.
The SOWA Canada catalogue is nice in that it also provides guidelines for feed and speed. It also has nice illustrated tables that define the “Turning Insert Code System” in both ANSI/inch and ISO/metric, page E6 – 7, similar to the Mitsubishi link
@LenVW posted. With those codes you can jump from Mfr to Mfr. And cut through the marketing.
SOWA Catalog Ref
I bought some DCGT which do a beautiful job of producing a fine finish on aluminum (6061-T6) and a couple of other options which were tailored for steel and stainless steel. While doing better than the original inserts, they still cannot match the finish I can get in steel from a carefully ground and polished HSS tool. These are however my go to tools for every day steel/St-Stl because they’re fast to drop in place and don’t need adjustment for center height between setups. I even use the original inserts sometimes if it’s a quick & dirty job. Might as well get some use out of them!
That said, I’ve described what criteria I have to work with for the DCXT series my tool holders support but I’m very much interested in input from others about how to get a better finish on mild steel/stainless by using other insert types or perhaps by improved technique. Speeds/feeds/lubricants/polishing inserts?
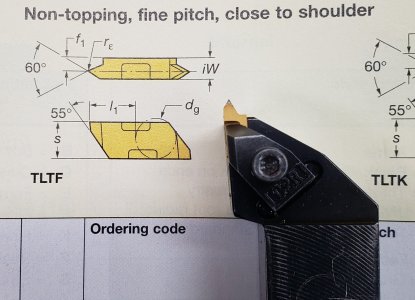
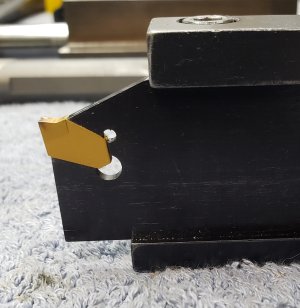
I’m also interested in more discussion about insert parting tools. To date I have ground my own HSS parting blades with pretty good success but a drop in solution would be nice as an option.
Last up, since I’m relatively new to milling and now have my own mill (BP clone) I picked up a couple of insert EM tools for it. One is a ¾ dia., the other is ½” and both use APKT inserts. I picked up inserts for both steel & aluminum. I did a small job in steel the other day but haven’t tried the aluminum inserts yet.
I figured that given that the end mills that came with the machine are mostly a mish-mash of used and abused HSS I might as well try a couple of insert tools to use as every day work horses and save the good HSS I have for finish work.
To wrap up, I’m interested in advice from the experienced on using insert tooling for turning or milling that might not be obvious to someone who grew up on HSS & brazed carbide.
Thanks,
Tecnico
😎
P.S. While we’re at it, here is a link to a thread at Home Machinist in which “Harold_V” gives advice on grinding HSS tools:
Harold_V on grinding HSS
Complied as pdf:
Tool_Grinding_by_Harold_V
I haven’t read it through but the samples I have scanned seem to carry good advice.