Thank you.Fantastic job!
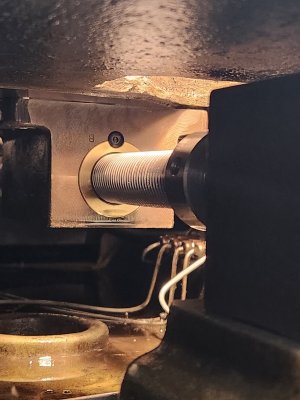
Haven't tried yet. I'll let you know later this morning.- did you see any difference in thread fit on the leadscrew after it was mounted in the CI block?
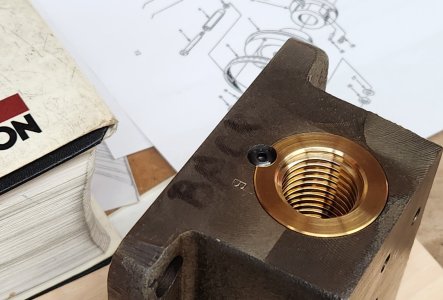
Hopefully, when that time comes I'll be turning parts on Swiss lathes in the big machine shop in the sky. (Or maybe cleaning out putrid coolant sumps in a really hot place down under, and I don't mean Australia!!)- just curious, when it comes time to replace the nut insert from the CI block, what's the plan?
Seriously though, with only about 0.001" shrink, I should be able to just press it out.
 )
)


")

