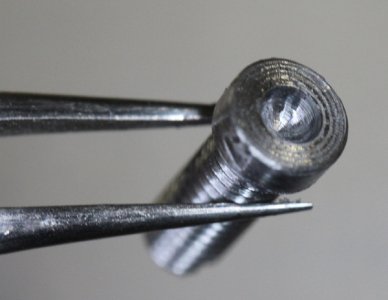
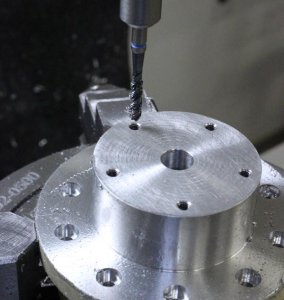
Give the threads a very slight sandover with 600 grit wet/dry paper bonded to a flat stick. I make my own by the dozen using 3M spray adhesive. This cleans up the tops of the crests which can have raised burrs from threading. Then with the chuck still spinning I use this rotary polishing spider which does a great job of cleaning the threads. I've gotten into this habit because it doesn't take much time & helps condition the threads. I found when I was single point threading fine threads, half the issue was +/- false measurements.
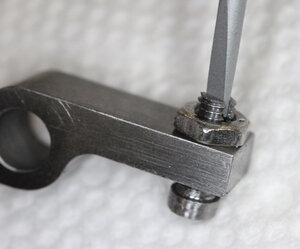
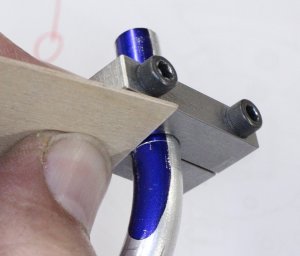
Leftover threaded jig so the head length can be be made batch mode.
Leftover threaded jig so the head length can be be made batch mode.