Xyphota
Ultra Member
Hello everyone!
I recently purchased my first mill which is a 1963 9"x32" Bridgeport Series 1, which I believe to be in generally good shape but as I am a complete noob, I wanted to hear some extra opinions.
Upon delivery the y-axis was incredibly hard to turn and after removing the y-axis gib, it came out covered in chips and has some pretty deep grooves in it. The X-axis was very smooth. The z-axis was missing the gib adjustment screw so I couldn't give it a fair evaluation. I have since completely disassembled the table down to the knee to inspect the ways, clean out all the chips, and double check that all the oil fittings aren't filled with grease or blocked.
I know the visual wear on the ways in some sense doesn't matter if everything is smooth and tight, but could I get some comments as to if the visual wear you can see in the below pictures is a lot or a little? I'm not experienced enough to comment on this matter haha!
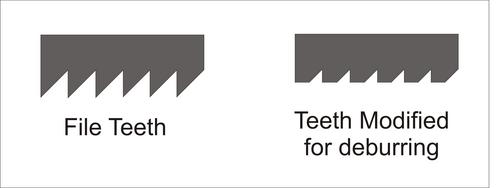
Additionally are there any recommendations to clean up both the surface rust/patina and the high spots from the scratches? I have seen some videos about precision ground flat stones that are advertised as being able to cut/polish off high spots without cutting into flat surfaces
I recently purchased my first mill which is a 1963 9"x32" Bridgeport Series 1, which I believe to be in generally good shape but as I am a complete noob, I wanted to hear some extra opinions.
Upon delivery the y-axis was incredibly hard to turn and after removing the y-axis gib, it came out covered in chips and has some pretty deep grooves in it. The X-axis was very smooth. The z-axis was missing the gib adjustment screw so I couldn't give it a fair evaluation. I have since completely disassembled the table down to the knee to inspect the ways, clean out all the chips, and double check that all the oil fittings aren't filled with grease or blocked.
I know the visual wear on the ways in some sense doesn't matter if everything is smooth and tight, but could I get some comments as to if the visual wear you can see in the below pictures is a lot or a little? I'm not experienced enough to comment on this matter haha!
Additionally are there any recommendations to clean up both the surface rust/patina and the high spots from the scratches? I have seen some videos about precision ground flat stones that are advertised as being able to cut/polish off high spots without cutting into flat surfaces
Attachments

Last edited:

















")