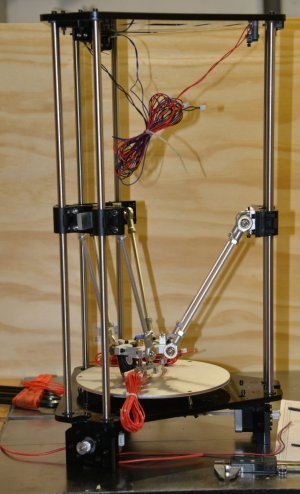
Attached is a picture. The ring on the top right is the external support structure that handled the steeper part of the curve. Just below that on the cup the PETG did not adhere to itself very well and removing the raft and support cracked the base along the print lines. (1mm wall thickness).Post pictures of the problem.ie the poor prints and such?
The bottom ring with the rats nest is part of the inner support structure for the gear teeth. Once again it looks like the PETG didn't stick to itself and so as the extruder moved in a circle the filament pulled off and went straight. Once that starts of course there's usually nothing for the next layer to stick to. So you can see where it had stuck it continued to properly create support.
The solution has been to saturate both top and bottom with epoxy. In this case the steel re-enforced stuff which I think will end up being too stiff. The last one I did used W.E.S.T. epoxy (very old) and some strands of carbon fibre across the radial filament layers. Where it finally snapped was just under the gear teeth transition from teeth to 1mm wall.
As in the commercial (and very expensive) harmonic drives, the secret to these things is the cup gear.