-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
TIR drift of Set-Tru Chuck
- Thread starter PeterT
- Start date
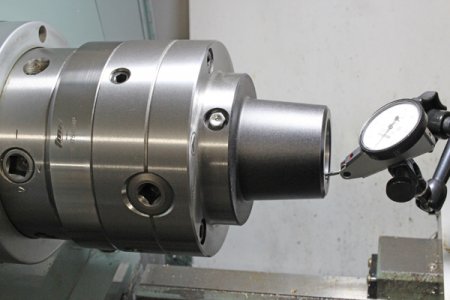
Here is the ST chuck & test setup. After 3 days still attached to spindle it hasn't moved a tenth.
Peter, please forgive if it's already been asked.
Is that thing cast iron - which does creep over time. Or steel which usually doesn't unless it has residual stresses.
It it indexed to your spindle so each pin on the backplate always mounts to the same cam on the spindle?
Chuck is forged steel & I believe backplate adapter is the same.
Yes I always find the best D1 pin orientation if there is one & repeat installation that way for all my chucks
Bison 5C Set Tru Collet Chuck
www.ajaxtoolsupply.com
Yes I always find the best D1 pin orientation if there is one & repeat installation that way for all my chucks
Chuck is forged steel & I believe backplate adapter is the same.
Bison 5C Set Tru Collet Chuck
www.ajaxtoolsupply.com
Yes I always find the best D1 pin orientation if there is one & repeat installation that way for all my chucks
I see. I thought it was worth asking. I do that with all my chucks too. I even stamp them with a letter "O" punch so it is impossible to forget which cam and pin to align.
I did some quick research for you on forged steel creep. Basically, it is NOT a known issue at room temperature and within the stress envelope that a chuck would see. Although it is very tempting to chase that, I'd set it aside if I were you and focus on looking for alternative explanations.
One possibility is grease and oil in the fastener joints.
Another is cam tightening procedure which would show up most if the taper isn't perfect. Have you checked it?
My mind is comfortable with the idea of keeping the jacking screws relatively loose after the collet is aligned.
Just so you know, my Bison C5 Collet chuck has not moved a tenth since the day I bought it about 10 years ago. It does live on my spindle more than any other chuck though.
I also confess that my chuck cam tightening procedure has never been very rigorous. Previous discussions here on the forum, and yours just now, have been slowly making me rethink that. I just don't know enough about it to develop a good process. Usually, I do an opposing sequence of the 5 cams in three steps. That has always worked for me but it would be good to know what the correct procedure is. I do know that gronking on the cams is neither required nor advisable. I've never used a pipe on my T-Wrench..... But I have seen others do it.
You can tighten a cam-lock spindle like a tire. it works fine. I was taught to go around 3 times, lightly, firmly, and then fully. then it does not matter - the chuck should be evenly drawn to the axial seat using either technique. What doesn't work is gronking on the first stud. then it will always be cocked, and will wear out the taper pretty quickly.
When evaluating a lathe for purchase with a D1-x spindle, I always check that the 3 jaw seats firmly. If it is loose, a big red flag.
When evaluating a lathe for purchase with a D1-x spindle, I always check that the 3 jaw seats firmly. If it is loose, a big red flag.
You can tighten a cam-lock spindle like a tire. it works fine. I was taught to go around 3 times, lightly, firmly, and then fully. then it does not matter - the chuck should be evenly drawn to the axial seat using either technique.
Thanks for confirming.
My ST (SetTru) collet chuck has been on the lathe all week now, a few very low stress jobs. Measured the collet seat and it is exactly to a tenth of the original setup reading.
Mounted the ST 6J chuck on the spindle, it has been on a shelf for 2 weeks now. It has drifted just over 0.001" on same D1 pin orientation & same test bar & same everything else. Now this was the one I had pretty tight adjuster screw force, so I backed everything off, dialed it all in again from scratch, this time moderate set screw torque & a bit more torque on the chuck axial bolts. I'll leave it on the lathe & see if it makes any difference.
Mounted the ST 6J chuck on the spindle, it has been on a shelf for 2 weeks now. It has drifted just over 0.001" on same D1 pin orientation & same test bar & same everything else. Now this was the one I had pretty tight adjuster screw force, so I backed everything off, dialed it all in again from scratch, this time moderate set screw torque & a bit more torque on the chuck axial bolts. I'll leave it on the lathe & see if it makes any difference.
Rauce
Ultra Member
From what you’ve said it doesn’t sound to me like the problem has anything to do with the camlock spindle nose or back plate but one thing you could do to rule that entirely is check the radial runout on the outside edge of the backplate and record the TIR and position of the high or low point. If you mount the chuck again later and the collet seat or test pin have drifted but the radial runout of the backplate is the same you’ll know for sure the drift is coming from the set tru system.
Yes, its like if the chuck is not mounted, it has lost some support provided by the spindle nose. Now whether this phenomenon is induced by over tightening the adjuster screws is what I'm slowly finding out by trial & error. I just assumed big M8/M10 set screws are not dainty devices & the backplate is rather meaty. Its not like I'm using leverage beyond a regular hex wrench so didn't think I was going too overboard. Maybe the reason one doesn't hear about this often is the chuck stays resident on the machine longer & so stays dialed in longer. Or occasional tweaking if off the machine is part of the ritual, just not common knowledge. Until I saw Renzetti video I would not have expected the degree t which distortion can be induced. I'll keep playing around.
Chipper5783
Super User
Your discussion peaked my interest & thought I’d check my machine that has a similar set up to yours, but not Set Tru. I have not had this chuck mounted up for a while (like >1 year, for collet work I usually use my little machine that has a 5C built into the spindle nose). It is a Bison 5C collet chuck on a mounting plate to D1-4. The chuck is an auction find (no mounting plate) and I bought a blank plate (probably from Accusize?). I went through the HM mounting procedure for the plate to my spindle, then cut the plate and mounted the chuck. Per earlier comments, the plate should stick on the spindle - releases with a fist bump (a small chuck protruding a ways).
I marked the orientation when I cut the plate and always mount to that position. I also use the tightening procedure described by Dabbler. On a hardened ground dowel I get 0.0004” TIR. If I play with how I snug the three cams, while I have the dial on it (sort of like dialing in a 4J, but with the cams) - then the TIR is down to about 0.00025”. I wouldn’t really bet my life on the amount of improvement - I am just using a half thou DTI - could be my imagination.
Regardless I am certainly not seeing the run out you described in your original post. I just mount the chuck to the spindle, per good practice and off I go (TIR <0.0005“ is generally good enough for the work I’m doing).
I’d guess that the Set Tru is not the issue. I have Set Tru on my 6J (also a Bison). I confess that I have not checked the runout on it since I set it up (about a year ago). It certainly is not out much (I can grab a piece of bar and touch off), but I have not actually gripped a ground bar and checked if it has changed.
Keep us posted on your progress. David
I marked the orientation when I cut the plate and always mount to that position. I also use the tightening procedure described by Dabbler. On a hardened ground dowel I get 0.0004” TIR. If I play with how I snug the three cams, while I have the dial on it (sort of like dialing in a 4J, but with the cams) - then the TIR is down to about 0.00025”. I wouldn’t really bet my life on the amount of improvement - I am just using a half thou DTI - could be my imagination.
Regardless I am certainly not seeing the run out you described in your original post. I just mount the chuck to the spindle, per good practice and off I go (TIR <0.0005“ is generally good enough for the work I’m doing).
I’d guess that the Set Tru is not the issue. I have Set Tru on my 6J (also a Bison). I confess that I have not checked the runout on it since I set it up (about a year ago). It certainly is not out much (I can grab a piece of bar and touch off), but I have not actually gripped a ground bar and checked if it has changed.
Keep us posted on your progress. David
Just happened to be YouTube grazing Stefan for another content purpose & this caught my attention (~10:00 and again at 31:56). Obviously he is dialing it in which we all know about. But maybe my 'set-and-forget' notion is completely misguided & not what these chucks are all about. Maybe the whole idea is you have the capability to tweak them in to very close runout no different than an independent jaw chuck? Whereas with a non-adjustable chuck or collet, thats kind of the end of the trail without some other form of fix, either temporary or permanent.
I'm about to remount again so will check runout since off the spindle. I have a hunch that lighter set screw torque is perfectly adequate & anything in excess can contribute to issues. But as discussed manufacturers, or Bison at least, doesn't specify a torque. Although I never applied anything approaching Gronk N-m.
I'm about to remount again so will check runout since off the spindle. I have a hunch that lighter set screw torque is perfectly adequate & anything in excess can contribute to issues. But as discussed manufacturers, or Bison at least, doesn't specify a torque. Although I never applied anything approaching Gronk N-m.
Last edited:
Just happened to be YouTube grazing Stefan for another content purpose & this caught my attention (~10:00 and again at 31:56). Obviously he is dialing it in which we all know about. But maybe my 'set-and-forget' notion is completely misguided & not what these chucks are all about. Maybe the whole idea is you have the capability to tweak them in to very close runout no different than an independent jaw chuck? Whereas with a non-adjustable chuck or collet, thats kind of the end of the trail without some other form of fix, either temporary or permanent.
Thanks for providing times to look at Peter. It makes watching an actual pleasure. It also make me appreciate the effort you put into it so that it would be easier for others. And lastly, it zeroes right in on the subject issue so that it isn't accidentally missed while I fall asleep......
Love that "hobby lathe" of his whatever it is. Almost sounds euphereal.
Also love how he works to MICRONS. Sharpening inserts like that is definitely in my future now! At first, I thought he was chambering a rifle with the precision he was seeking. So I was very intrigued. I would have gone to HSS for that, but barrels are not 60rc!!!!
I digress. Back to the subject. Just like you, I always thought set true was a set and forget process with the odd check along the way. I've never heard of anyone doing it this way before. It's yet another room to explore down the rabbit hole.
I'm also VERY surprised at the low torque he uses to set it. It reminds me of the way I dial in a barrel using spiders. In that case, I'm trying to avoid distorting the barrel while I dial in the concentricity to tenths, but he is doing microns! Very impressive. However, it still wouldn't work for my purposes because I need the entire assembly dialed in axially not just at the nose. Hence all the custom chucks I made for myself.
Frankly, after watching, and more importantly, thinking a bit, I think you (and Stephan) are onto something. If you think about it, those little set screws on the set true chuck are simply not big enough to hold center perfectly forever. They are more like something designed for ongoing adjustment. A permanent setup would use adjusting screws, and then clamping screws. There are no clamping screws on that chuck that I could see.
I think an email or a call to a set tru manufacturer is in order. This wouldn't be the first time the whole world was doing it wrong.
RobinHood
Ultra Member
Actually there are: you can see them in this screen grab.There are no clamping screws on that chuck that I could see.

In a previous video, he goes through how he built the backing plate & and how to use the Zentra ST 6J. (indicating starts @ 23:30). He does not back-off the opposing set screw while setting in this video; he does, however, in the one @PeterT linked above and others where he uses the chuck.
Actually there are: you can see them in this screen grab.
That's what I get for fast watching YouTube. I miss stuff. Thanks for pointing it out. I feel better about it now (sorta back to my old version of how set-tru chucks are used) and find myself once again wondering what the chuck maker thinks their customers should be doing. They say a wide man changes his mind often. Sometimes I think I'm just plain crazy!
In a previous video, he goes through how he built the backing plate & and how to use the Zentra ST 6J. (indicating starts @ 23:30). He does not back-off the opposing set screw while setting in this video; he does, however, in the one @PeterT linked above and others where he uses the chuck.
Thanks to you too for saving me the trouble of watching a lifetime of you-tube.......
In Peter's video link, he admits that he doesn't always back off the oppossing screw cuz sometimes things get worse than they were.
I think anybody who does a lot of work centering and/or alignment has their own feel for when to do it and when to tighten a scootch more instead. I certainly do. It's an experienced feel sorta thing. Sometimes I do and sometimes I don't. Therefore I can hardly hold his inconsistency against him.
RobinHood
Ultra Member
Agreed 100%. I go as far as tapping the individual jaws of the 4J with a soft blow after the part is centered. More often than not the part moved as the forces equalized on the jaws. Nip them up again to re-center - good to go. I only do that when it really needs to be tight tolerances.I think anybody who does a lot of work centering and/or alignment has their own feel for when to do it and when to tighten a scootch more instead. I certainly do. It's an experienced feel sorta thing. Sometimes I do and sometimes I don't. Therefore I can hardly hold his inconsistency against him.
I can easily just use the rings for “ close enough work”; surprising how accurate the eye can get a part…
Hey @PeterT - I have spent about as much time as I feel is reasonable on this issue. It seems that there are both chuck manufacturers and chuck users who call some chucks Set-Tru and some chucks Adjust-Tru. But then 90% go ahead and describe the process like it is set and forget. But 1 in 10 or so (like Gotteswinter) tend to use them as an ongoing adjustment made on a regular a lm st routine basis.
I think we all use our tools the way we learned, or were told, or feel comfortable. Why should a set true system be any different?
That doesn't address your root question though. I still have no idea why yours would drift just sitting on the shelf. But maybe if you stick to using it the way Stephan and 10% of other users do, then it doesn't really matter.
Or just maybe, there really is an Adjust-Tru and a Set-Tru difference that has been lost in the dust of popularity.
I've always wanted a 6 jaw chuck anyway, so I've added a Set-Tru version to my tooling wanted list. Maybe Santa will treat me nice one of these years or KBC will have a close-out sale. How do you like yours? Do you ever wish it was bigger or smaller? (I can't imagine ever getting two...... LOL! )
I think we all use our tools the way we learned, or were told, or feel comfortable. Why should a set true system be any different?
That doesn't address your root question though. I still have no idea why yours would drift just sitting on the shelf. But maybe if you stick to using it the way Stephan and 10% of other users do, then it doesn't really matter.
Or just maybe, there really is an Adjust-Tru and a Set-Tru difference that has been lost in the dust of popularity.
I've always wanted a 6 jaw chuck anyway, so I've added a Set-Tru version to my tooling wanted list. Maybe Santa will treat me nice one of these years or KBC will have a close-out sale. How do you like yours? Do you ever wish it was bigger or smaller? (I can't imagine ever getting two...... LOL! )
I like my Bison 6" ST reversible jaw chuck. Depending on your work, its maybe a nice-to-have vs need-to-have. But its the right size for what I do & my 14x40. More jaw contact means more secure grip & kinder to delicate parts, of which model engines have of. Or say work like nice fly fishing reels we have seen. Caution @eotrfish is a 6J Enabler haha. For some parts on the radial I had to machine dedicated fixtures that the 6J would have held. Be aware that 6J minimum holding diameter is a bit less than most 3J chucks but usually for me that's collet territory anyway. The issue that kept me on the sidelines for many years was COST. They really went through the roof past couple years since I bought mine. I saved a lot by going through USA distributer, so shop around. Remember to confirm that price includes the ST backplate which is spendy by itself. Other $reduction options could be a 5" vs 6" or another brand such as Gator. Maybe even Shars with some tuning work a/p Renzetti but I'm on unchartered waters there.
If you give it some though, if you do not have EXACTLY the same size part, and EXACTLY the same tightening sequence and torque, there ARE going to be differences! Ever looked at the scroll in a chuck up close? They don't put near as much 'Precise' in to them, as folks would like to think, but, on average, they offer pretty usable accuracy! The truly tiny changes, are almost always just tweaks of the level of torque on one adjuster or another. <shrug> if ya wanna run with the big dogs, ya gotta get off the porch! 🙂 I would say that anyone that thought they could buy their way past having to go through the 'four-jaw' adjustment each time, really didn't understand how reality works in machine shops. When you can afford the amount of difference introduced on a regular 3 jaw chuck (usually some part that can be made entire in a single setup of oversized bar), it is the fastest cheapest way to an end. If you NEED concentricity when the part comes out of the chuck even once, then you must expect to have to dial it back in, each and every time. IMO, the adjusters simply reduce the amount you have to adjust, while still making it more convenient than a 4 jaw, they do not cancel the need to adjust the final runout to what is acceptable!Hey @PeterT - I have spent about as much time as I feel is reasonable on this issue. It seems that there are both chuck manufacturers and chuck users who call some chucks Set-Tru and some chucks Adjust-Tru. But then 90% go ahead and describe the process like it is set and forget. But 1 in 10 or so (like Gotteswinter) tend to use them as an ongoing adjustment made on a regular a lm st routine basis.
I think we all use our tools the way we learned, or were told, or feel comfortable. Why should a set true system be any different?
That doesn't address your root question though. I still have no idea why yours would drift just sitting on the shelf. But maybe if you stick to using it the way Stephan and 10% of other users do, then it doesn't really matter.
Or just maybe, there really is an Adjust-Tru and a Set-Tru difference that has been lost in the dust of popularity.
I've always wanted a 6 jaw chuck anyway, so I've added a Set-Tru version to my tooling wanted list. Maybe Santa will treat me nice one of these years or KBC will have a close-out sale. How do you like yours? Do you ever wish it was bigger or smaller? (I can't imagine ever getting two...... LOL! )
As for names, it's pretty much scotch Tape and Crescent Wrenches... Different outfits used different names (you skipped Grip-Tru, Pratt-Burnerd's version! LOL!) for essentially a similar or same end result system.
I like my Bison 6" ST reversible jaw chuck. Depending on your work, its maybe a nice-to-have vs need-to-have. But its the right size for what I do & my 14x40.
OK. 6" seems very reasonable. 7 might be better, but 8 would be too big I think.
More jaw contact means more secure grip & kinder to delicate parts, of which model engines have of. Or say work like nice fly fishing reels we have seen. Caution @eotrfish is a 6J Enabler haha.
Ya, I already know that. He infected me early on. It's a good thing I am so old that I don't care!
For some parts on the radial I had to machine dedicated fixtures that the 6J would have held. Be aware that 6J minimum holding diameter is a bit less than most 3J chucks but usually for me that's collet territory anyway.
No worries I have a nice 5C Bison.
The issue that kept me on the sidelines for many years was COST. They really went through the roof past couple years since I bought mine. I saved a lot by going through USA distributer, so shop around. Remember to confirm that price includes the ST backplate which is spendy by itself. Other $reduction options could be a 5" vs 6" or another brand such as Gator. Maybe even Shars with some tuning work a/p Renzetti but I'm on unchartered waters there.
These are great tips. Thank you!
If you give it some though, if you do not have EXACTLY the same size part, and EXACTLY the same tightening sequence and torque, there ARE going to be differences! Ever looked at the scroll in a chuck up close? They don't put near as much 'Precise' in to them, as folks would like to think, but, on average, they offer pretty usable accuracy! The truly tiny changes, are almost always just tweaks of the level of torque on one adjuster or another.
I think perhaps you think I'm new to all this Trev. I've been building precision rifles for about 30 years now and shooting them for 50. You can't do that without an intimate knowledge of the issues you raise. I have even built specialized chucks that allow me to dial in parts both concentricly and axially. In other words, I get it Trev and you are preaching to the choir.
Where I fall significantly behind pros like yourself is in speed. I work at the speed of smell. I'd go broke doing it for a living. You could run rings around me.
But I am 77 and speed is no longer a goal for me. In fact, at my age, slow is good. Damn good!
I'm a farmer now and I repair and modify farm equipment. So I work at both ends of the spectrum. Both huge stuff, little tiny stuff, and everything in between. Slowly......
<shrug> if ya wanna run with the big dogs, ya gotta get off the porch! 🙂
Old guys don't want to run with big or little dogs. We wanna stay right where we are on the porch. Maybe even take a nap while the dogs run.
I would say that anyone that thought they could buy their way past having to go through the 'four-jaw' adjustment each time, really didn't understand how reality works in machine shops. When you can afford the amount of difference introduced on a regular 3 jaw chuck (usually some part that can be made entire in a single setup of oversized bar), it is the fastest cheapest way to an end. If you NEED concentricity when the part comes out of the chuck even once, then you must expect to have to dial it back in, each and every time. IMO, the adjusters simply reduce the amount you have to adjust, while still making it more convenient than a 4 jaw, they do not cancel the need to adjust the final runout to what is acceptable!
Agreed. You are preaching to the old folks in the choir again. Not sure why though. Perhaps I said something that offended you?