-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Stick Welding- what’s your favourite rod?
- Thread starter StevSmar
- Start date
My favourite rod?
Whatever was put in front of me.
Liquid air were good rods, when we got Esab they seemed a little better.
Arctec was nice to work with and there were some specialty maintainence rods that were real smooth a pleasure to weld with but I cant remember the names now.
The cheap chineese wire we got sometimes was complete shit
When I worked in industry or bigger fab shops the goal was to burn a roll of wire and a bottle of gas or a 50# of rods in a 8-12 hr shift
Whatever was put in front of me.
Liquid air were good rods, when we got Esab they seemed a little better.
Arctec was nice to work with and there were some specialty maintainence rods that were real smooth a pleasure to weld with but I cant remember the names now.
The cheap chineese wire we got sometimes was complete shit
When I worked in industry or bigger fab shops the goal was to burn a roll of wire and a bottle of gas or a 50# of rods in a 8-12 hr shift
Tom Kitta
Ultra Member
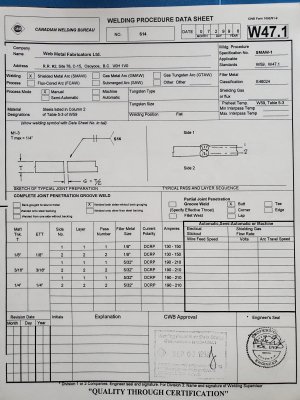
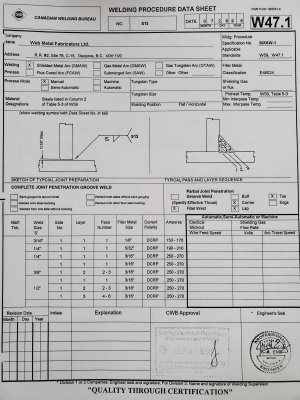
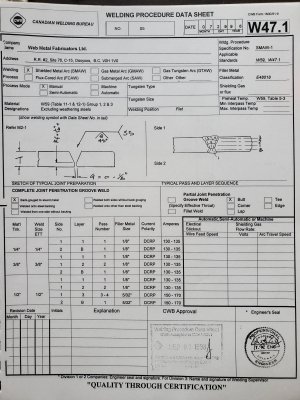
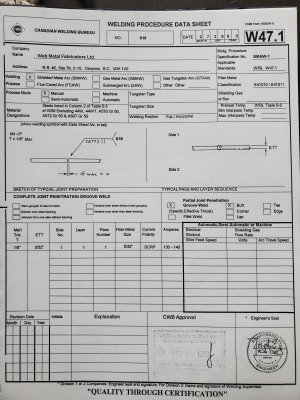
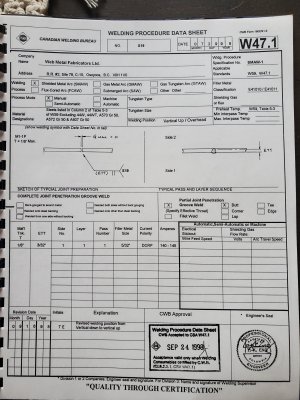
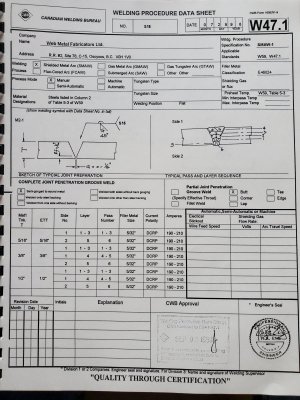
Novice question, for butt weld, you don't need to do any beveling of metal as the material is not very thick and you weld from both sides?
If you were not able to weld from both sides, you would do a little beveling cut and then do multiple passes on top?
Given that I don't really do any "mission critical" welding or when it is mission critical its like 10x overdone my main problem is metal going out of shape due to stress of welding. The welding procedures don't seem to mention anything about distortion of what you are welding.
If you were not able to weld from both sides, you would do a little beveling cut and then do multiple passes on top?
Given that I don't really do any "mission critical" welding or when it is mission critical its like 10x overdone my main problem is metal going out of shape due to stress of welding. The welding procedures don't seem to mention anything about distortion of what you are welding.
Tom,
It depends on the thickness.
If u leave the right space, the right heat and speed of travel u can do a complete penetration weld from one side on thinner materials like 1/8 or 3/16. We did not work with much thinner than 1/8
If you are welding thicker material u will need a bevel or groove.
The "right amount" of weld is important, so you avoid grinding and minimize distortion.
Distortion control is a whole nother subject. The main methods are restraining (clamping) pre bending or cambering and pre heating.
It depends on the thickness.
If u leave the right space, the right heat and speed of travel u can do a complete penetration weld from one side on thinner materials like 1/8 or 3/16. We did not work with much thinner than 1/8
If you are welding thicker material u will need a bevel or groove.
The "right amount" of weld is important, so you avoid grinding and minimize distortion.
Distortion control is a whole nother subject. The main methods are restraining (clamping) pre bending or cambering and pre heating.
Sorry for ranting here.
Im not telling anyone how to be or belittling.
My hope is if there's something usefull I've brought here It can be used to make our work better, more pleasurable and increase pride in workmanship
Im not telling anyone how to be or belittling.
My hope is if there's something usefull I've brought here It can be used to make our work better, more pleasurable and increase pride in workmanship
Attachments
Dan Dubeau
Ultra Member
Funny how that works. I LOVE welding, but hate machining (day job) lol. New career change coming up will probably have me doing more welding and wrenching than machining, so I'm hoping I find that love again. If I develop a hate for welding too, I'm going to be in trouble...I tried to find my welding inspector cert but couldnt find it
Now I F***ing hate welding, it often involves some degree of swearing
Recipes for success!Sorry for ranting here.
Im not telling anyone how to be or belittling.
My hope is if there's something usefull I've brought here It can be used to make our work better, more pleasurable and increase pride in workmanship
RTFI, FTFI.
Read the frikken' Instructions, Follow the frikken instructions! Life will be good!
Novice question, for butt weld, you don't need to do any beveling of metal as the material is not very thick and you weld from both sides?
If you were not able to weld from both sides, you would do a little beveling cut and then do multiple passes on top?
Given that I don't really do any "mission critical" welding or when it is mission critical its like 10x overdone my main problem is metal going out of shape due to stress of welding. The welding procedures don't seem to mention anything about distortion of what you are welding.
Tom,
It depends on the thickness.
If u leave the right space, the right heat and speed of travel u can do a complete penetration weld from one side on thinner materials like 1/8 or 3/16. We did not work with much thinner than 1/8
If you are welding thicker material u will need a bevel or groove.
The "right amount" of weld is important, so you avoid grinding and minimize distortion.
Distortion control is a whole nother subject. The main methods are restraining (clamping) pre bending or cambering and pre heating.
im going to elaborate on this. Typically on a full penetration butt well that is accessible from both sides a guy would weld one side and "back grind" the "back" to remove any junk that may cause an inclusion/lack of fusion/porosity, and then proceed to put a weld in said "back" side. There are procedures for welding an open root butt weld with no backing and no access to the back side, but they "technically" require someone with a class T cwb ticket (assuming structural/cwb), or a pressure ticket (assuming piping that falls under absa/manitoba dept of labour/etc..)
either way there is so much money you can hand over to those scammers who run CWB its not even funny
When I was doing practise runs, on some of them I was even lightly “dragging” the rod and it seemed to make no difference to the arc going out. So I just went “oh well, my welder can’t put out enough AC”.
The electrical panel is maybe 35’ away and the cable is the minimum size for 30A, so maybe it’s a voltage drop thing?
The welds that I did put down with 7018AC were beautiful, but being only able to weld 1-1.5” was a pain.
Having to flick or file the end of the 7018AC at each restart was annoying.
Mind you, I was able to do some 6013 welds that needed a restart, where I ran out of rod (being cheap…) and had to restart with a fresh rod and it wasn’t that obvious where the restart was…
I’m not sure if this is a restart weld or not:
View attachment 30995
Stev,When I was doing practise runs, on some of them I was even lightly “dragging” the rod and it seemed to make no difference to the arc going out. So I just went “oh well, my welder can’t put out enough AC”.
The electrical panel is maybe 35’ away and the cable is the minimum size for 30A, so maybe it’s a voltage drop thing?
The welds that I did put down with 7018AC were beautiful, but being only able to weld 1-1.5” was a pain.
Having to flick or file the end of the 7018AC at each restart was annoying.
Mind you, I was able to do some 6013 welds that needed a restart, where I ran out of rod (being cheap…) and had to restart with a fresh rod and it wasn’t that obvious where the restart was…
I’m not sure if this is a restart weld or not:
A suggestion,
Its best to avoid the stop start on welds that are shorter than a full rod.
A trick ive used is do the weld, then set aside the remaining lenght or the electrode, let it cool.
Use the remainders for shorter welds or tacking. Economize but dont be afraid to toss the odd stub thats a little long for the sake of a quality weld.
Is that the 7018 you're using there?
The weld on the left, middle part it looks like your getting there, looks like u got good heat, nice travel speed. the bead is flatter, it fills the gap and its melted into the material both edges of the bead beautifully
Think about where u stop and start and the speeds on both
Remember where u start there tends to be a lump and where u end a crater.
Pause a bit and do a little circle before u terminate the arc, a crater fill.
On the right weld, i would have tried to start a bit further out, by the time u stabilized your arc you had a good short section. U sped up a bit going into the T.
Practice your stops and starts and establishing a nice arc right off the hop.
The weld on the left, middle part it looks like your getting there, looks like u got good heat, nice travel speed. the bead is flatter, it fills the gap and its melted into the material both edges of the bead beautifully
Think about where u stop and start and the speeds on both
Remember where u start there tends to be a lump and where u end a crater.
Pause a bit and do a little circle before u terminate the arc, a crater fill.
On the right weld, i would have tried to start a bit further out, by the time u stabilized your arc you had a good short section. U sped up a bit going into the T.
Practice your stops and starts and establishing a nice arc right off the hop.
@StevSmar on the subject of your welder not putting out the power, I would suggest that you do two things. First, is to crank the power up on the welder until it starts popping the breaker while it runs, just to establish where you can get to on the amperage settings, before it does kick out. I have a 250A Miller on a 50A 220 single phase plug (pretty under-rated for the capability of the welder), with a 50 or so foot extension lead from the power on the wall, out to the plug box at the end. There is a pretty solid line above which I cannot go, before the circuit breaker trips, so I stay below that, or use the noisy engine drive welder...Stev,
A suggestion,
Its best to avoid the stop start on welds that are shorter than a full rod.
A trick ive used is do the weld, then set aside the remaining lenght or the electrode, let it cool.
Use the remainders for shorter welds or tacking. Economize but dont be afraid to toss the odd stub thats a little long for the sake of a quality weld.
If you are comfortable doing so, pull the covers off your welder and have a poke around through the various connections inside, seeking out loose bolts and such. a loose joint can really restrict the output, in my experience, and it is an easy thing to check. Check your cable connector fittings as well. A loose or poor joint there can limit current through too.
It may well be that you simply are not able to draw enough power from the wall, but you should still be able to push the power to a point the breaker pops, I think.
Do you know anyone near you that has a 'known good' wall plug that you could test your welder on? PITA to move the welder around, but it would clear up whether the welder, or the wall, was the issue...
The other, is possibly, to drop a size down on your rod, if the welder really is not putting out the heat, or is not drawing the current it needs. I was once given a wee 110v AC buzz box that was supposedly rated for a 3/32" rod, but until I bought a pack of 1/16" rods, it was a frustrating mess to use. It laid a surprisingly nice bead with the wee little rod though.
Tom Kitta
Ultra Member
So here is somewhat stupid welding related question, on straight long welds I seem to tend to go a bit to the left or right instead of going straight. Sometimes this is due to somewhat "stressful" weld position I am in. How do I keep welding straight?
Related question, it feels it is much easier to weld from the top down position - i.e. standing upright and welding down. How does one weld when the object is at 90 degrees or upside down? I seem to always get it a bit messy with hot steel dripping down. I think the 6010 is for all positions - I assume "normal" position still works the best?
Related question, it feels it is much easier to weld from the top down position - i.e. standing upright and welding down. How does one weld when the object is at 90 degrees or upside down? I seem to always get it a bit messy with hot steel dripping down. I think the 6010 is for all positions - I assume "normal" position still works the best?
Dan Dubeau
Ultra Member
On difficult position welds, where light may be an issue, I've drawn some guidelines with soapstone. Helps me see the joint and stay on line. Don't be ashamed of using a prop either. I don't weld enough to be good enough to do everything free hand all the time. Can get away with it for some stuff, but I use a prop whenever and wherever I can, even if it's just my other hand.
Can't help with the out of position stuff. I move and adjust my weldments into flat/horizontal positions as much as I can. Not always possible, and it's definitely hindering my progress, but I weld more to complete projects than trying to get better at it right now.
Can't help with the out of position stuff. I move and adjust my weldments into flat/horizontal positions as much as I can. Not always possible, and it's definitely hindering my progress, but I weld more to complete projects than trying to get better at it right now.
Ironman
Ultra Member
Wow Tom, the answer to that will require a lot of typing.
On vertical up remember that metal runs to the hottest spot. So start your arc and move up slightly to the right side of center line pause (Heating), then down and up the other side (slight in a small tight U. Momentary pause again at the top of the U for heating. This pulls the metal up instead of making an icicle.
Practice this whipping motion with the welder off and then lite er up.
I always sit when welding and use my left arm/hand to stabilize my right. Ideally have a rest for your arm and not try welding like you were shooting a pistol.
Now I'll rest my finger😛
On vertical up remember that metal runs to the hottest spot. So start your arc and move up slightly to the right side of center line pause (Heating), then down and up the other side (slight in a small tight U. Momentary pause again at the top of the U for heating. This pulls the metal up instead of making an icicle.
Practice this whipping motion with the welder off and then lite er up.
I always sit when welding and use my left arm/hand to stabilize my right. Ideally have a rest for your arm and not try welding like you were shooting a pistol.
Now I'll rest my finger😛
I spent almost a year working with a guy that had been a shipyard and underwater welder for 20+ years before he joined the Military. He passed on a lot of good practices, and a few dirty tricks how to make various rods do things they were not supposed to be able to do...
One of the better pieces of advice he gave me, was that when you are welding overhead, always wear ear plugs! It's only gonna take one hot spark bouncing into your ear to get your undivided attention.
Out of position welding was mostly about heat control. Enough to do the job, not so much as to turn the work into a puddle that falls out of the weld.
We built the internal structure and the mount posts for a CF-18 Fighter to be planted at the front Gate of CFB Cold Lake as a Gate Guard.
Sadly, the guy running the lift thought he knew more than the crane operators or the engineers that designed the whole project, and he dropped the damn thing on the ground.
No damage was done to our structure in the drop, though.
One of the better pieces of advice he gave me, was that when you are welding overhead, always wear ear plugs! It's only gonna take one hot spark bouncing into your ear to get your undivided attention.
Out of position welding was mostly about heat control. Enough to do the job, not so much as to turn the work into a puddle that falls out of the weld.
We built the internal structure and the mount posts for a CF-18 Fighter to be planted at the front Gate of CFB Cold Lake as a Gate Guard.
Sadly, the guy running the lift thought he knew more than the crane operators or the engineers that designed the whole project, and he dropped the damn thing on the ground.
No damage was done to our structure in the drop, though.