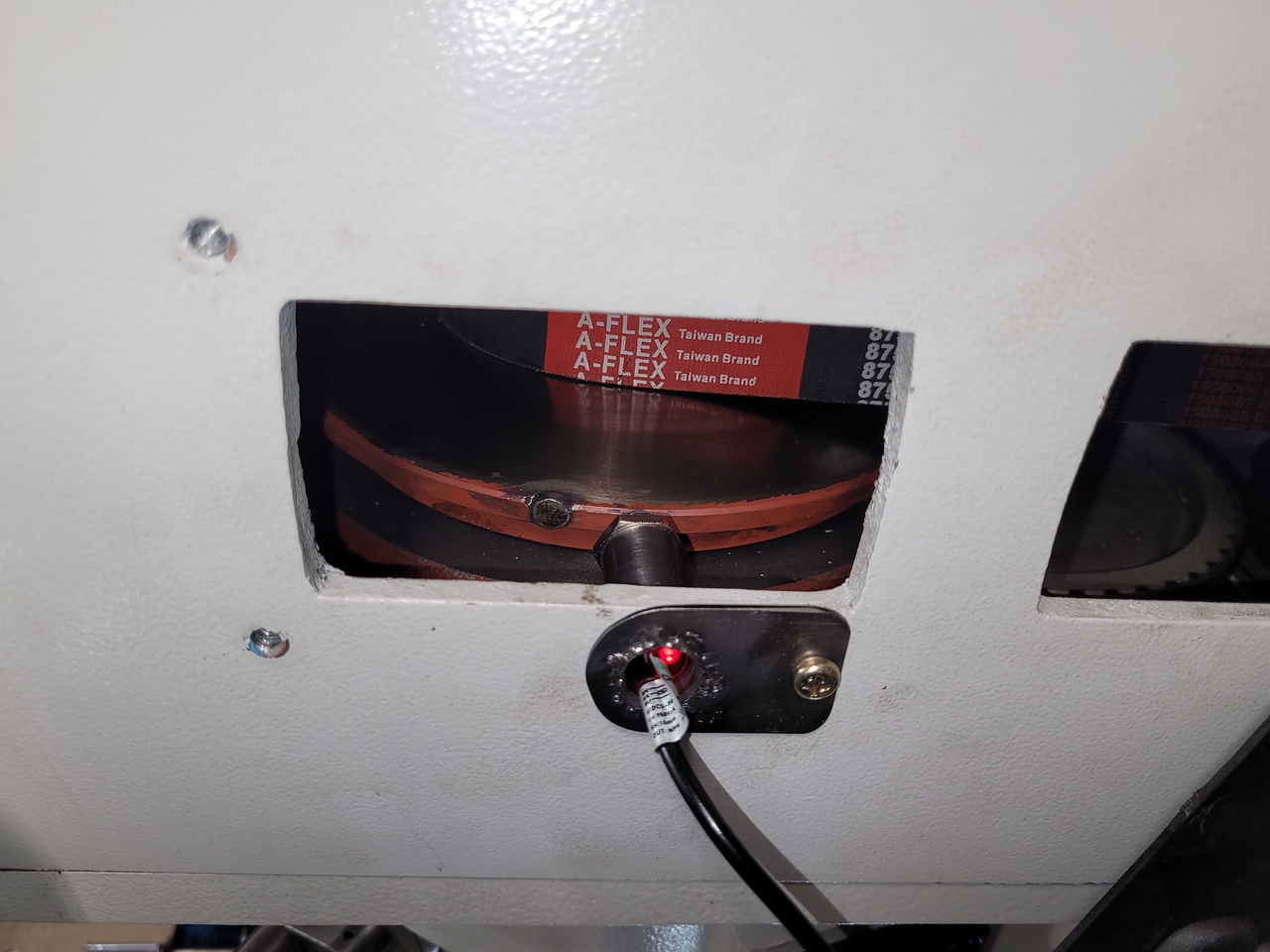
When I ordered the mill I originally went with a single phase motor option but after some thought I changed my order to a 3 phase. I had a Huanyang vfd on my old mill and loved the ability to adjust spindle speed during a cut so easily. The programability of acceleration times is also nice and really like soft starts on motors instead of the large inrush of current you get with a single phase unit. VFD's are so inexpensive now, and I went with a Teco L510 the same as the one on my lathe, total cost including the enclosure, switches, fan etc was under $500. Even the el-cheapo ones seem to work fine as I have had no trouble with the $80 no name one I installed on my drill press. I actually had the VFD installed in the enclosure and pre-wired long before the mill arrived and all that was left to do was connect the motor and the brake switch.

-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
New 10" X 54" mill ordered.
- Thread starter John Conroy
- Start date