Martin w
Ultra Member
I have a piece of bed way wiper felt left over from my K&T mill, I had. I’ll throw it in when I come to the meetup in Aylmer. How thick are your felts?There is a company in Texas, FDK3 that says they can most any part for Colchester lathes.
I sent them a request quote for 3 items just to see what their prices are like, now I know.
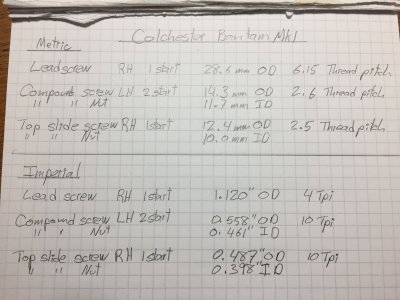
Top slide threaded screw nut, $350usd
Crossslide screw nut, $450usd
Bedway wiper felts, $125usd
I don't know how they stay in business. I guess I'll be making everything I need.
Martin




")

")