1 thou over 4" is enough to make it not 'stick' very well. really the angle is that important ....
Totally agree. I hope I didn't leave the impression it was good enough left that way, because its not. I just meant that lapping / micro-finishing finishing is a slow removal process, so having the part within a thou is about right starting point assuming the underlying geometry is true.
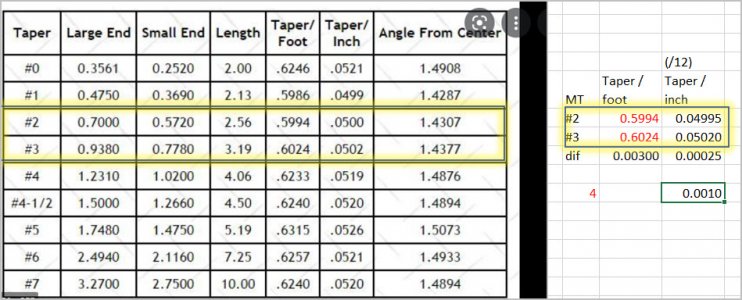
PT> ...you are within lapping range of producing a very close matching fit...
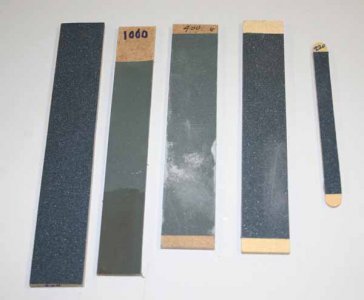
I'd aim for about 2-3 thou over off the lathe, blue the part & start with accurate abrasive sticks or flat stones to take the turning hilltops off in a controlled manner. A fat tip Jiffy marker works well for this & completely wipes clean with methanol. Pic of my early general use disposable MDF/hardboard type backing boards. I've since made myself some fly cut aluminum sticks which are better. They are flatter, stay truer & solvent releases the (3M spray) adhesive cleanly. The ideal taper/socket fit will be shown when the part is blued, inserted into the socket, give 1/4 turn or so & bare metal rub area is indicated down the entire length of the taper, no isolated stripe groups. Lapping in the conventional sense probably isn't a viable option because you ideally want a softer alloy to embed the lapping compound.
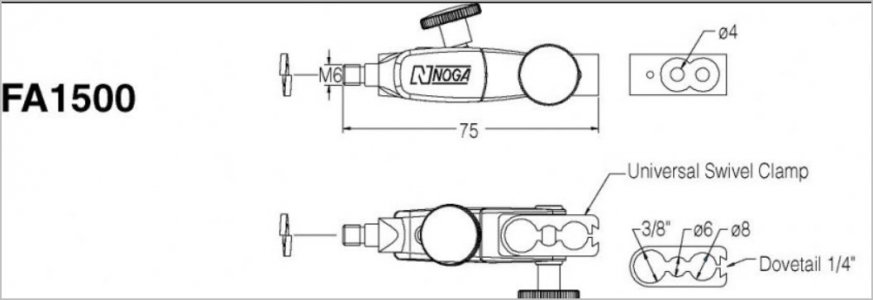
Another tip, when you are setting the taper attachment or compound like Tom is showing, very important to have the indicator positioned exactly on the centerline of the part or you'll set up a false taper. Because the indicator ball will ride up or down the taper if its inadvertently positioned high or low respectively. That's where those micro-adjust mag bases are nice - you can see the indicator needle maximize or minimize indicating center. Or you can get a flat anvil to screw on the end of a dial indicator. Santa endorses valuable tooling options such as these LOL







 Still to do is turn the end down to 3/4" or 1/2" then I can center the whole shebang under the spindle. Need to find four 5/16-18 X 2"(1-7/8 actually) SHCSs as well.
Still to do is turn the end down to 3/4" or 1/2" then I can center the whole shebang under the spindle. Need to find four 5/16-18 X 2"(1-7/8 actually) SHCSs as well.