-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Metal lathe options
- Thread starter Chris Cramer
- Start date
What is this feed rate control of which you speak? Obviously you don't work in the world of the 7x lathe!
View attachment 42801
No auto feed eh? I feel for you.
In that case the feed rate is your hand slowly turning the carriage to the left for turning or cranking the cross-slide in for facing. A bit trickier but still very controllable. The objective is the same.
Chris Cramer
Super User
What I was saying is how the geometry of a tool could guide the tool forward automatically without any mechanical feed if the tip was slightly curved forward. What you are describing is the settings of the chuck and the feed rate to keep the tool cutting at the perfect rate to create clean cuts. What I'm trying to say is the tool does cut forward with the front relief as fast as the tool is fed into the face. Think about the way threading works The chuck rotates with the lead screw simultaneously to guide the cutting tool through the metal at a certain rate to control the pitch. If a normal cutting tool did not cut forward it would not pierce the metal and instead continue to rub the surface.Actually that spiral is exactly how it is supposed to work and you do have total control of it. You set the feed rate toward the chuck on your lathe feed rate controls, and you dial in the depth of cut on your cross-slide. Except for parting, all cuts should be a spiral. In fact even parting is just a radial spiral whose chips look like clock springs instead of stretched springs.
It's about time we had some fun here......
Speaking of books, you should prolly get a few and read them @Chris Cramer. But just like sex, read them before you dive in, not during.
Here is a great post by @thestelster.

 canadianhobbymetalworkers.com
canadianhobbymetalworkers.com
Speaking of books, you should prolly get a few and read them @Chris Cramer. But just like sex, read them before you dive in, not during.
Here is a great post by @thestelster.
Tips of the Trade
I was thinking that a thread which has tips and tricks of machining would be advantageous to everyone, novice to master. The poster would put up pictures, and full description. But we don't need others replying, this way we don't have to scroll to the next tip. Just a reaction is fine. And...
Chris Cramer
Super User
Yeah I started reading a book called Metal Lathe For Home Machinists by Harold Hall before I purchased the Lathe. I haven't really read too much of it. Pretty much just the operation of the machine, different parts of it, and the use of different tools.
What I was saying is how the geometry of a tool could guide the tool forward automatically without any mechanical feed if the tip was slightly curved forward.
It won't do that if the tool is properly ground. It does not dig in or Pierce the work. The top of the tool presents a flat face to the work as the work turns down against it. Any tool ground so steeply that it pulls into the work or pierces the work would likely damage the lathe or the tool.
What you are describing is the settings of the chuck and the feed rate to keep the tool cutting at the perfect rate to create clean cuts.
Yes.
Think about the way threading works The chuck rotates with the lead screw simultaneously to guide the cutting tool through the metal at a certain rate to control the pitch. If a normal cutting tool did not cut forward it would not pierce the metal and instead continue to rub the surface.
Other than that "Pierce" word which does not belong in this discussion, yes again.
Keep in mind that my lathe cuts perfectly, and I know how to use it perfectly. Yours doesn't. I think it's unlikely that the problem is your lathe. So, what you need to do is figure out what you are doing wrong.
As far as I can tell from what you have told us, I don't think your tool is ground correctly. I also think you are doing a few things wrong when you operate your lathe. But it's difficult to figure out what that is with the limited information you have given us. More pictures or a video would probably help.
So would part size, rpm, and metallurgy.
Hey @Chris Cramer - if you PM me your address, I'll mail you a 3/8 or 1/4" HSS tool already pre-ground with the correct reliefs. All you have to do is install it in your tool post such that the top of the tool is level with the center of your work. That will put one variable behind us. I'll mark it's "top" for you too! In the meantime you should finish Harold's book and maybe a few others.
Chris Cramer
Super User
This is most likely what I am doing wrong. My tool is ground with a much steeper side relief and front relief than what you drew. I'll take a picture of my tool now, and regrind it with more shallow relief angles.The top of the tool presents a flat face to the work as the work turns down against it. Any tool ground so steeply that it pulls into the work or pierces the work would likely damage the lathe or the tool.
This is most likely what I am doing wrong. My tool is ground with a much steeper side relief and front relief than what you drew. I'll take a picture of my tool now, and regrind it with more shallow relief angles.
Chris, here are some suggested relief angles.. http://www.steves-workshop.co.uk/toolstipstoys/toolgrinding.html
VicHobbyGuy
Ultra Member
'We' 7x mini-lathe users do have power carriage traverse (but only by the same leadscrew we use for threading...tsk, tsk), but no feed rate control, unless we put different change gears at the end of the machine. So, more RPM on the spindle, the carriage moves faster (but the traverse distance/rev stays constant, obviously).No auto feed eh? I feel for you.
Chris Cramer
Super User



VicHobbyGuy
Ultra Member
You won't hear anybody saying that over at the 7x groups.I think it's unlikely that the problem is your lathe.
")
CHMW is a 'Bridgeport and big lathe, or working up to it' sort of place.
I think we might be having a terminology / nomenclature problem. You keep using the word 'pierce'. Usually when a tool pierces something, we think of a needle going through that thin piece of silicone used to prevent babies. No metal working tool ever pierces material in this way. Even if you have the hardest possible tool, and the softest possible metal (or even wood), you can't pierce the material. Maybe if you used the tool in a shotgun you could get enough energy, but that's not any kind of controlled or precision way.
Instead, metal working tools 'scrape' small amounts of material from the surface. On some machines, the tool moves over the work, on others the tool is stationary and the work moves. On a lathe, both the tool and work move. The work rotates, and the tool moves left and right and in and out (yes, I'm skipping details). The 'scraping' happens where the edge of the tool contacts the surface of the rotating work. How much material you are trying to scrape off in a single pass is given by your depth of cut (how far towards the center the tip of your tool extends into the work) and you feed rate (how far to the left or right the tip of your tool has moved since the last time this point on the work was at the tool).
If you have ever scraped ice off of a side walk, you know that only the very edge of your tool actually works the ice. And there is a huge difference in the effectiveness depending on how you hold the shovel / ice scraper etc. Ice is very much softer and more brittle than whatever your shovel is made of, and as a human you can provide only a very small amount of power. The best results come from a very steep rake angle. On the lathe, the situation is different. The difference in material between what you are trying to scrape and what you are scraping with is much less, and the power available is much greater. This leads to good results coming from a very shallow rake angle - you shouldn't, but you can even use the square chunk of HSS directly without grinding any angle into it.
You don't want to do that for a couple of reasons. The most important one being clearance - if you scrape ice of the sidewalk, you don't want the whole rest of the shovel to scrape on the pavement too. That just makes the job harder and grinds down your shovel.
And you do want some rake angle. How much? That depends on many factors, but for steel on HSS it's not zero. Some materials you want a negative rake (think plastic), but not for steel or any metal you are ever likely to see. There are lots of tables that you could consult, but the key factors are how high your tool is with respect to the centerline of the work, and at what angle the tool itself is being held. Modern tool posts try to make this easier by eliminating the second parameter, but thew older 'rocker' style tool posts allow a great degree of flexibility. You want to have the tip of the tool engage the work slightly below the center line (so that it will bend up and away if there is a problem) and at an angle something like 10-15 degrees as a rule of thumb. That number is a total guess and your milage will vary. In general, the rake angle is the most important, and relief angles just have to be large enough to provide adequate relief (the bottom of the tool clears the work) without undermining the cutting edge (anything less than 45 degrees should be safe)
Inserts have complex geometry with curves and other specialized features. Even a short discussion of those would take a book
Instead, metal working tools 'scrape' small amounts of material from the surface. On some machines, the tool moves over the work, on others the tool is stationary and the work moves. On a lathe, both the tool and work move. The work rotates, and the tool moves left and right and in and out (yes, I'm skipping details). The 'scraping' happens where the edge of the tool contacts the surface of the rotating work. How much material you are trying to scrape off in a single pass is given by your depth of cut (how far towards the center the tip of your tool extends into the work) and you feed rate (how far to the left or right the tip of your tool has moved since the last time this point on the work was at the tool).
If you have ever scraped ice off of a side walk, you know that only the very edge of your tool actually works the ice. And there is a huge difference in the effectiveness depending on how you hold the shovel / ice scraper etc. Ice is very much softer and more brittle than whatever your shovel is made of, and as a human you can provide only a very small amount of power. The best results come from a very steep rake angle. On the lathe, the situation is different. The difference in material between what you are trying to scrape and what you are scraping with is much less, and the power available is much greater. This leads to good results coming from a very shallow rake angle - you shouldn't, but you can even use the square chunk of HSS directly without grinding any angle into it.
You don't want to do that for a couple of reasons. The most important one being clearance - if you scrape ice of the sidewalk, you don't want the whole rest of the shovel to scrape on the pavement too. That just makes the job harder and grinds down your shovel.
And you do want some rake angle. How much? That depends on many factors, but for steel on HSS it's not zero. Some materials you want a negative rake (think plastic), but not for steel or any metal you are ever likely to see. There are lots of tables that you could consult, but the key factors are how high your tool is with respect to the centerline of the work, and at what angle the tool itself is being held. Modern tool posts try to make this easier by eliminating the second parameter, but thew older 'rocker' style tool posts allow a great degree of flexibility. You want to have the tip of the tool engage the work slightly below the center line (so that it will bend up and away if there is a problem) and at an angle something like 10-15 degrees as a rule of thumb. That number is a total guess and your milage will vary. In general, the rake angle is the most important, and relief angles just have to be large enough to provide adequate relief (the bottom of the tool clears the work) without undermining the cutting edge (anything less than 45 degrees should be safe)
Inserts have complex geometry with curves and other specialized features. Even a short discussion of those would take a book
'We' 7x mini-lathe users do have power carriage traverse (but only by the same leadscrew we use for threading...tsk, tsk), but no feed rate control, unless we put different change gears at the end of the machine. So, more RPM on the spindle, the carriage moves faster (but the traverse distance/rev stays constant, obviously).
I've never owned a 7x lathe. But I have thought about getting one for the basement.
So tell me, why can't you use the threading feed as a power feed? Most thread rates would be a little fast, especially for a fractional HP motor, but something finer like say a 48tpi wouldn't be horrible I would think......
VicHobbyGuy
Ultra Member
Those angles -aside from the back rake- don't seem that all that far from the ones in this chart from LMS:Here are some photos of the tool from the front, side, and top.
That said, I've never had good luck with tools with much back rake, on my 7x lathe. I leave my HSS tools 'flat-top'.
That said, I've never had good luck with tools with much back rake, on my 7x lathe. I leave my HSS tools 'flat-top'.
Not to worry. My bigger lathe doesn't seem to care if I have a back rake or not. So I rarely grind one. In fact, the only time I do is when I want a chip breaker to cut down on the rats nest.
That said, I find that a flat top produces better chips than a back rake does. It's only when you combine back rake with a chip breaker that things get better.
VicHobbyGuy
Ultra Member
I don't know you, but I think you don't have 'the right mindset' for a 7x, especially for most Vevor machines..I've never owned a 7x lathe. But I have thought about getting one for the basement.
Yes, as I said, that's what gets used. The same as on the Logan 200/210. Not like 'better' lathes which have two ways of moving the carriage with power, and folks don't put unnecessary wear on the threading leadscrew by using it for ordinary turning. I think I mentioned change gear options for ordinary turning in an earlier post?So tell me, why can't you use the threading feed as a power feed? Most thread rates would be a little fast, especially for a fractional HP motor, but something finer like say a 48tpi wouldn't be horrible I would think......
BTW: I may have missed it, but I don't think @Chris Cramer has mentioned the diameter of his SS workpiece and the RPM he is spinning it at. Not all 7x lathes have tachs. And, the brush-type DC motors and controllers don't provide much torque at lower RPMs. So getting a tool to 'dig in and cut' with a reasonable DOC at lower RPM isn't easy. And at too-high RPM, a HSS tool won't last very long, even if ground at the correct angles.
That’s an interesting observation.BTW: I may have missed it, but I don't think @Chris Cramer has mentioned the diameter of his SS workpiece and the RPM he is spinning it at. Not all 7x lathes have tachs. And, the brush-type DC motors and controllers don't provide much torque at lower RPMs. So getting a tool to 'dig in and cut' with a reasonable DOC at lower RPM isn't easy. And at too-high RPM, a HSS tool won't last very long, even if ground at the correct angles.
This discussion has prompted me to search the net for people using a mini lathe. It seems that lack of power (I think it’s actually lack of torque) has folks increase the rpm to try and compensate and avoid stalling the machine. Most operators I watched had their machines “wound right up” well past the happy point of where HSS would last even one long pass. Carbide of course can take more of this, but I think the feeds & speeds were still off.
For example: Artisan Makes changed out his DC motor (which he burned out) for a sub 1hp ac motor initially and managed to burn than out. Then he went “all in” and attached a 3hp, 3phase motor which he controlled with a VFD. It did not really change the performance of the lathe: DoC was still around 1-2mm max. He did manage to drill a 12mm hole straight into some mild steel. One thing I did notice, he used far too high a rpm (imho) when machining (even with 3hp) and got the HSS drill nice and hot. I think it is because of what he was used to from before: lack of torque is compensated with increased speed.
HSS hates too high a speed. So does carbide when there is not enough of a chip load to carry the heat away.
VicHobbyGuy
Ultra Member
My 'other lathe' is also a small lathe (by CHMW standards), a 10x24 Logan. It's powered by a 1/2 HP 1725 RPM single phase AC motor. On the lowest RPM belt setup and especailly if the back gears are engaged, there just isn't much that would stop it.This discussion has prompted me to search the net for people using a mini lathe. It seems that lack of power (I think it’s actually lack of torque) has folks increase the rpm to try and compensate and avoid stalling the machine.
I upgraded the DC motor on my 7x lathe (to brushless) to get better low RPM performance. You can see quite a few videos online of guys (always guys to do something like this....
) stopping their 7x lathe at low RPM by putting a gloved hand on the chuck. (No me! ) So things I can do on the Logan - set a low RPM, set a reasonable (.020?) depth of cut on the tool while it's off the workpiece, and engage the power feed, with a steel workpiece - would result in a stall and probably a blown controller on a standard 7x.
Getting the tool to dig in and 'get to work' can be difficult on a 7x.
Stainless, with its tendency to work-harden is a challenge I don't accept very often.
Chris Cramer
Super User
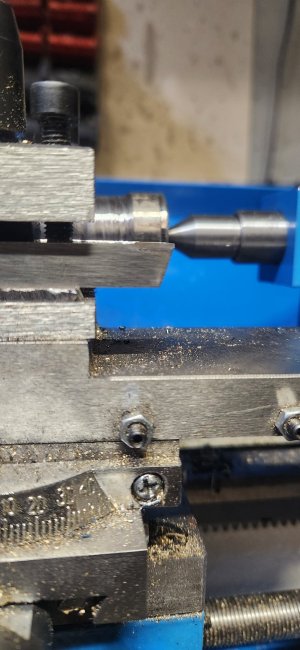
Here are some photos of the next tool I just ginded. The angles are much more shallow and even but the stainless steel still pushed the edge back. The angle is very obtuse but I did sharpen it till I could feel a sharp edge on the tip.
Attachments




Last edited: