12- carbon
Andrew
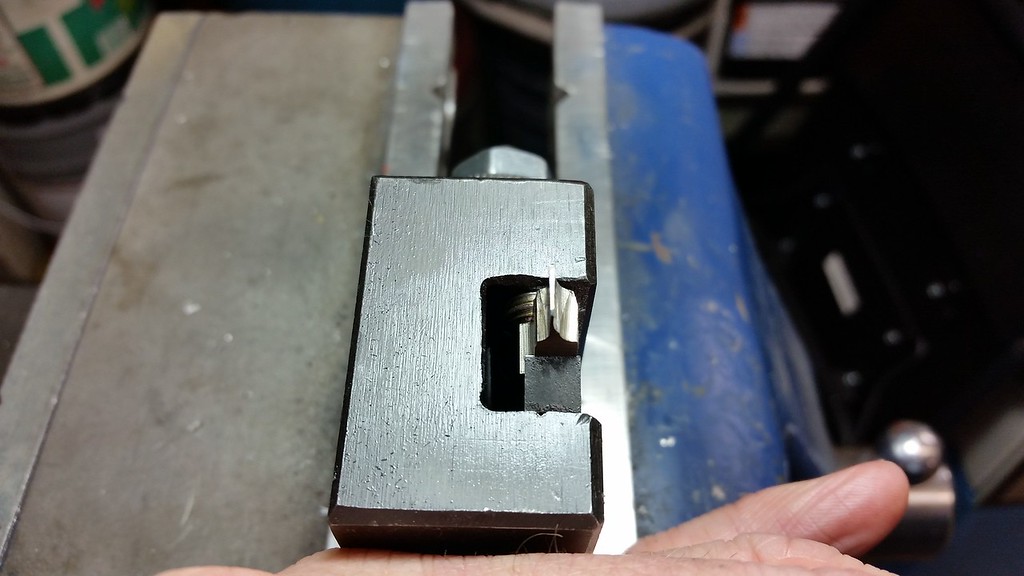
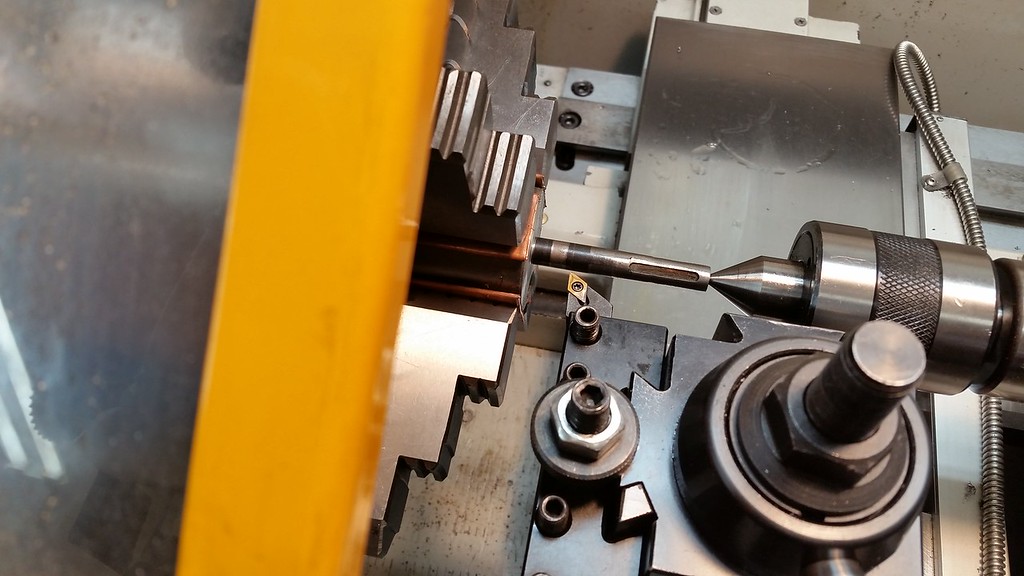
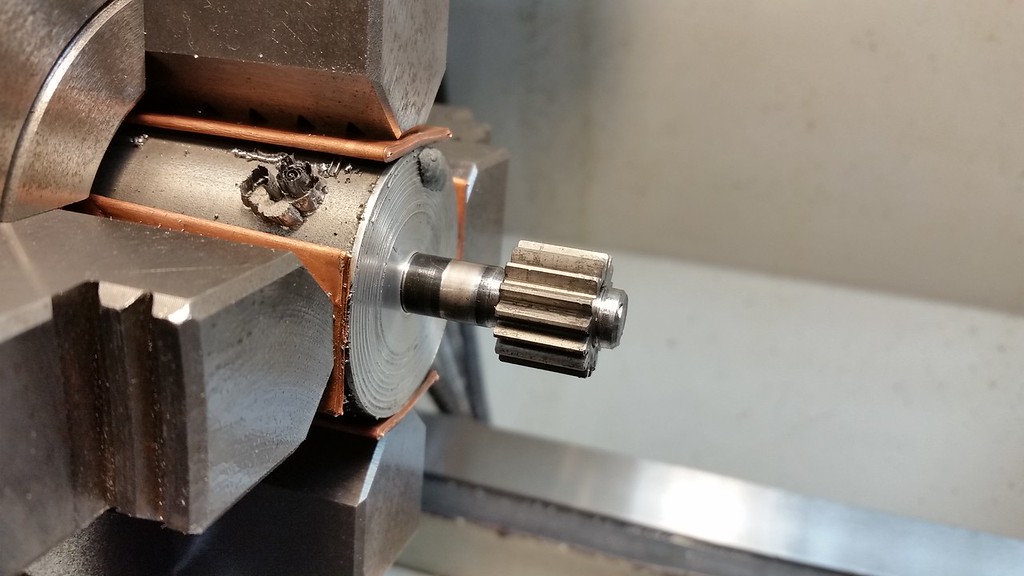
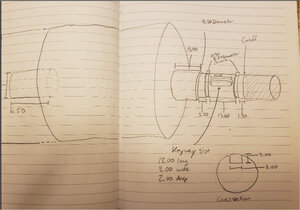
I have a shaft that I need turned and milled to some spec dimensions.
I have included a picture of the item. The surfaces of the narrower sections of the shaft need to remain un-marred because they mate with bearings. The wide sections of the shaft need to remain un-damaged since it is a fine tuned and balanced section of the unit. there are also some dabs of of material added to the flat ends of the wide sections that need to be undamaged- these are for further dynamic balancing. The wide section is also a strong magnet so that might pose some interesting challenges with cleaning the unit up. The unit is balanced and normally spins up to 10K+ PRM with no problems.
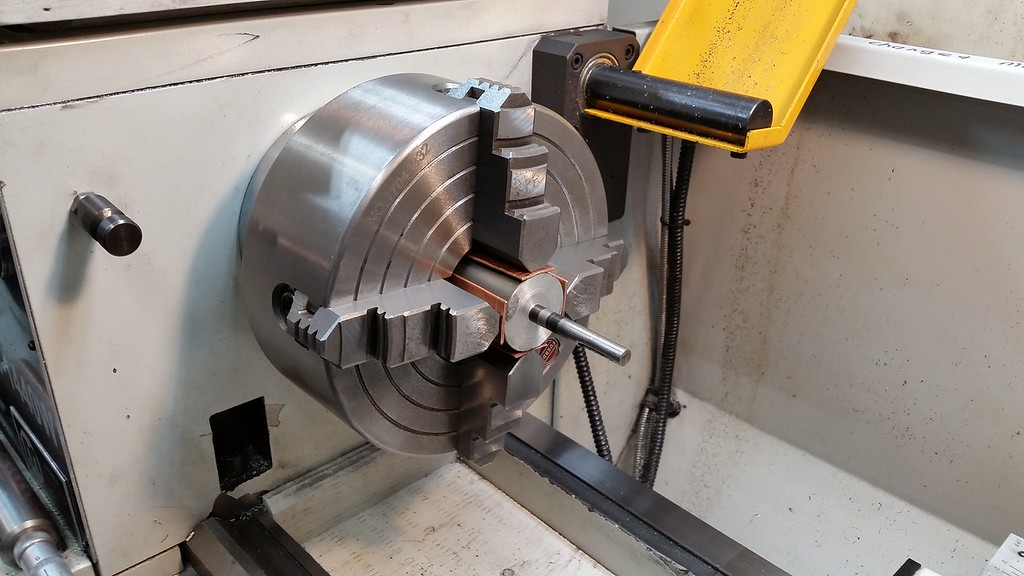
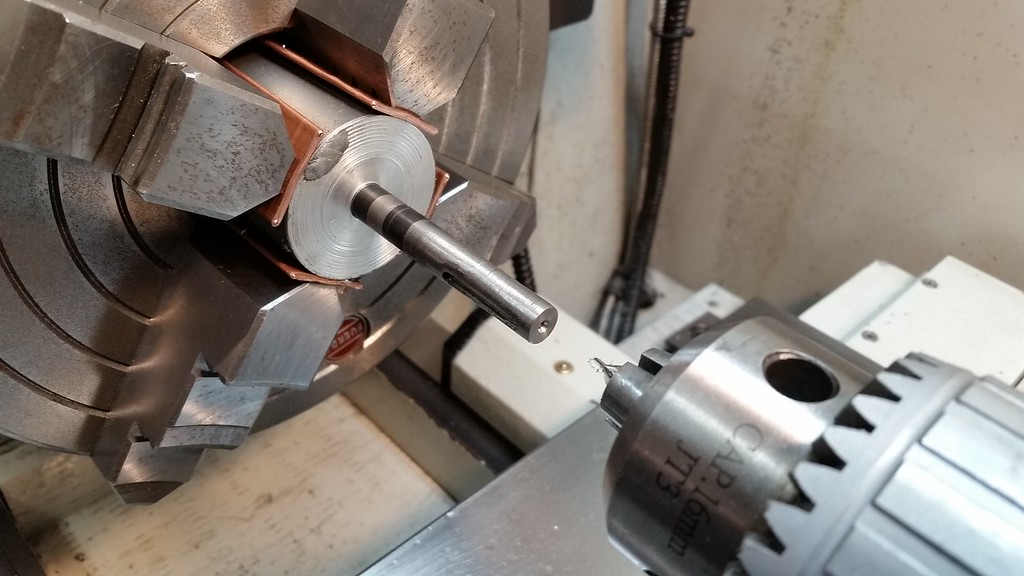
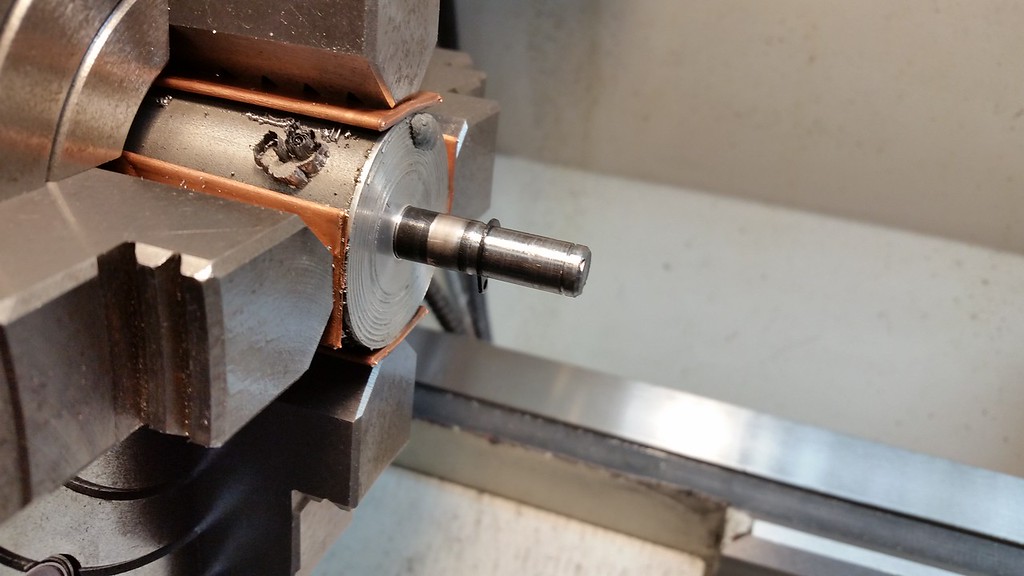
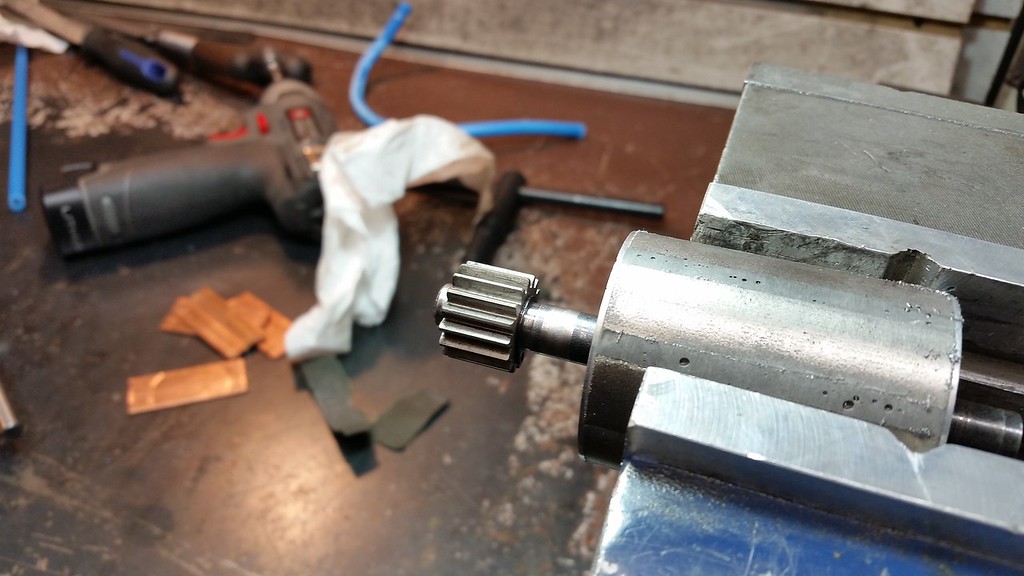
Any insight where a guy might find someone that can turn the narrow portions of the shaft to spec and also mill a centered keyway into the shaft?
I can also do up a 3d model or drawing in fusion if that's helpful.
Thanks!
I have included a picture of the item. The surfaces of the narrower sections of the shaft need to remain un-marred because they mate with bearings. The wide sections of the shaft need to remain un-damaged since it is a fine tuned and balanced section of the unit. there are also some dabs of of material added to the flat ends of the wide sections that need to be undamaged- these are for further dynamic balancing. The wide section is also a strong magnet so that might pose some interesting challenges with cleaning the unit up. The unit is balanced and normally spins up to 10K+ PRM with no problems.
Any insight where a guy might find someone that can turn the narrow portions of the shaft to spec and also mill a centered keyway into the shaft?
I can also do up a 3d model or drawing in fusion if that's helpful.
Thanks!
Attachments



Last edited:
") 1 machinist and 77 arm chair critics! Ha
1 machinist and 77 arm chair critics! Ha but I'm happy and grateful to wait patiently for any help I can get.
but I'm happy and grateful to wait patiently for any help I can get.