This is what I would have used.
Mine have an R8 arbour, but other than that, they look like yours does. I'll post a photo if I decide to try it.
This is what I would have used.
If you have a carbide grinding wheel (usually green) save the munged up end mills. You can freehand grind a workable edge on them, and use them for plunge cuts when dealing with stuff like sheared off bolts down in holes and the like. I would bet that a diamond disk on a dremel could work too, though MUCH slower!
LOL! Geez man, you sound like some of the apprentices I had, that were sure if they looked in enough drawers, long enough, they would find the tool that made everything easier, instead of just practicing!I can't save drill bits yet let alone an endmill. It will most likely get the cutting end knocked off and be used as a gauge pin. It is highly unlikely that I would try to sharpen in.
I could also throw it in a bin and drag it out if you ever dropped into Ontario for a visit.....

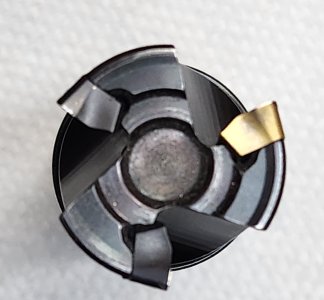
General purpose uncoated: how many of these did you go through?Before I put a face mill in there, have a look at this endmill. It finished the job, but it's toast!
View attachment 46885
This is the heat doscouration on the endmill.
View attachment 46886
Out in the sun.
View attachment 46887
This is a KBC solid carbide 4 Flute 1/2" endmill their PN 1-326-032 made in USA ..... But its a miracle it lasted as long as it did.
Surprising how far ahead of CL the cutting edge is.This is what I would have used.
It's a Sandvik, (but any decent indexable end mill would work),
1" diameter, 3 flute.
General purpose uncoated: how many of these did you go through?
I'm sure thats just an optical illusion. Here's a shot of it from overhead.Surprising how far ahead of CL the cutting edge is.

<sigh> LOL!Here is what the face mill did.
Amazing really. This suggests you guys were right to recommend a face mill. I didn't try a deep cut, but it sure did like a shallow one.
@Darren - the corner turned out perfect.
View attachment 46891
View attachment 46892
View attachment 46893
Now to drill and bore for the pin. Tomorrow.
")
Then you’re ahead on cost of end mills (and your time is free, right?Two.
I have no coated ones.
") )
)Then you’re ahead on cost of end mills (and your time is free, right?
Probably too late to the party here, but its a drawbar ......... how about some precision angle grinding? You can do some decent work with one if careful.
Basically very slow turn rate, VERY high pressure to the tool, allowing HSS or carbon steel drills to punch way over their weight