-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Clarkson Mk2 Tool and Cutter Grinder
- Thread starter thestelster
- Start date
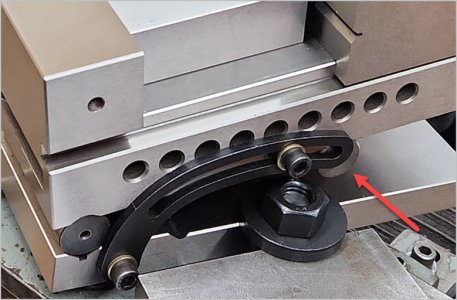
Also, on your vise, is this like a fixed dowel pin mounted to base underside so you set angles with gage blocks like a sine bar?
That's how mine works. I have one that has a grinding / machinist vise on it, one with a drill press vise, and one regular plate. I don't use the one for the drill press. I should re-purpose it.
Hi Peter,That's a beautiful grind finish on the HSS. What grit is it? Is it aluminum oxide?
Norton 38A60KVBE 4" ALOX 60grit
Yeah, I was kinda surprised it came out so well.
Yes, that's exactly right.Also, on your vise, is this like a fixed dowel pin mounted to base underside so you set angles with gage blocks like a sine bar?
everytime I want to do something on it I have to make something first to support or hold the part that needs ground.
Story of my life! Good looking results though.
That's a beautiful grind finish on the HSS. What grit is it? Is it aluminum oxide?
I've taken to sparking out on it just like a SG and get that sort of finish. Several passes back and forth, no stoning necessary! I like doing various threading bits this way. Set up seems easier, put a square to the work and tool bit.
Last edited:
Yes, that's exactly what I did.I've taken to sparking out on it just like a SG and get that sort of finish. Several passes back and forth, no stoning necessary! I
And I think I'm hoing to get a 2" sine vise. The 3" I used was rather awkward to position on the table.
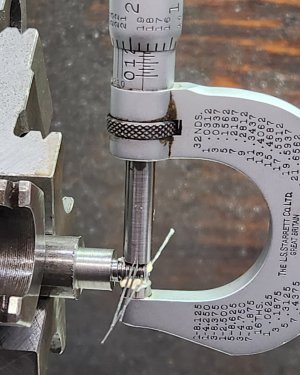
I made the threaded section of the part with the new HSS 55° cutter I made. Used the 3-wire method to hit the pitch diameter, using this calculator:
But......
But......
Attachments
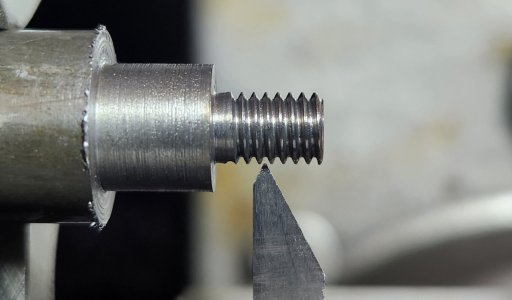

.....it doesn't fit, WTF!! I remeasured and checked, well, sure enough, its not 3/16"-32BSF, it's actually 3BA.
BA (British Associaton) threads are an old thread standard for smaller screws.
 en.m.wikipedia.org
en.m.wikipedia.org
3BA is 4.1mm x 0.73 in metric
or 0.161"-34.5 tpi and BA threads are 47.5°.
Well, fortunately for me, I have a BA tap and die set!!
Once I tuned the threaded section down to 0.162"; and 32tpi is very close to 34.5tpi, it had left enough material to make it proper. And it fits!!
I lucked out this time.
BA (British Associaton) threads are an old thread standard for smaller screws.
British Association screw threads - Wikipedia
3BA is 4.1mm x 0.73 in metric
or 0.161"-34.5 tpi and BA threads are 47.5°.
Well, fortunately for me, I have a BA tap and die set!!
Once I tuned the threaded section down to 0.162"; and 32tpi is very close to 34.5tpi, it had left enough material to make it proper. And it fits!!
I lucked out this time.
Attachments


I wanted to thread as close to the shoulder as possible, so I wasn't sure how wide to cut the relief, so I didn't bother 'til after. I set my carriage stop indicator so the zero (the point I had to disengage the half-nuts) had the tool about 0.010" before crashing into the shoulder. Of course I went slow and practiced a couple timesVery cool tap and die set! Luv it!
So what's with the flaky thread relief the first time around? I always thought you should cut the relief first............
Glad to see that you are human after all!
And my usual grooving inserts were too wide so I had to make a thinner one, 0.045", from hss.
And yes, to err is human. And I find I'm making more mistakes as I get older, but I'm getting better at fixing the mistakes!!Glad to see that you are human after all!
You know, I was about ready to start machining the rest of the part, which is going to take several hours, and then I have to harden it. And then I said to myself, "I hope this material is really 4140". I started to second guess myself. So I took a piece of the same material, turned a portion of it down to 1/4" diameter and heated it with a propane torch for 15 minutes, then quenched in ATF.
Cooled it off, and tested it. A file skates right across. Thank goodness.
Can you imagine spending all that time on a part, and then realizing its junk. And nothing to have been learned from it other than, mark your metal as soon as you get it.
Cooled it off, and tested it. A file skates right across. Thank goodness.
Can you imagine spending all that time on a part, and then realizing its junk. And nothing to have been learned from it other than, mark your metal as soon as you get it.
No imagination required, I DO IT all the time.Can you imagine spending all that time on a part, and then realizing its junk.
I have been saving kingpins from trucks with the intention of making some R8 tooling. I grabbed one the other night and started roughing out the 0.9495 end. Perfectly on size in all dimensions. When i got to the taper, i realized i grabbed the smaller dia pin off the bench, and it wasn't going to be large enough to work. Needed 1.25", only had 1.10". Doh!Can you imagine spending all that time on a part, and then realizing its junk. And nothing to have been learned from it other than, mark your metal as soon as you get it.