Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
Several Regions have held meetups already, but others are being planned or are evaluating the interest.
The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is
here!
Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here!
Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here!
We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
This is a bit off-topic but it does involve drilling...
Drilling on the lathe it's easy to see the chips. Wth a twist drill it's rare for me to see two identical (long) chips coming out. This means that the two flutes are not cutting equally, I think? Is this just a consequence of my very average quality drills? With good drills (or drills made good by expert re-grinding) do you always get two similar 'chips' (metal strands) issuing from the drill? Assuming that the feed rate/prssure is good enough to keep the drill cutting, not rubbing.
I've noticed that also and wondered the same things and while I'm probably wrong here I'm going to suggest one thing that might be possible. Even with a perfect grind on a top quality drill bit it would make sense to me that the second flute might not take off much material at all. Assuming a perfect and even grind, the first cuttingedge flute to contact the material should remove the majority of the material. The second cutting edge should only remove what the first one didn't (spring pass?) as the second cutting edge should not be presented to the material at any different depth or angle.
In reality (or at least in my reality) it seems I get two strand of chips coming out when I drill fairly aggressive but only one strand with light drilling.
Yes, I have done that. In fact I bought a second mini-lathe (impulse buy, I couldn't resist the $500 CAD delivered price for 7x14 with a 100mm chuck...) with the idea of setting it up with the milling attachment. So far, milling is mostly a 'by eye' procedure as I am still learning how to use the dials on the milling vertical and the lathe cross slide in an organized way. A leadscrew handwheel and dial for that machine are 'on the list'...Now that I have the cross slide extended, and tapered gibs on the carriage, the lathe is a bit more useful for milling. The cross-slide gibs still need work; the milling attachment is a (relatively) big hunk of tall metal and shows up any slop in the cross slide.
Confession here - I've been using a lathe for some 30 years. In all those years, I have never used a spotting drill. In fact, I didn't know that they existed until I got a bigger mill.
I have ALWAYS used a centering drill to start my drill holes. That practice has NEVER been a problem. So I've NEVER needed to look beyond what I always did. A centering drill doesn't wander - at least not on any of my lathes.
Question - So here is a question related to the OP's thread. Drilling a larger hole often requires drilling with successively larger drill bits. I often find that the next size up drill catches the side of the previous hole and tries to go off center a bit.
The only difference between your current question & prior center drill experience leading up to this point, is one of degree or extent. You've described in your own words the mechanism by which a drill can wander. As soon as the drill lip contacts & starts cutting on the crown edge of a spot hole at any random point, the drill may start to deviate resulting in the problem hole. Because that teeny amount of asymmetric material removal starts influence & override towards a 'different' spot hole position & starts to feed on itself even at some micro angle. Once the drill starts on even a slightly deviated path, it has limited means to self-correct itself. The cutting tool stiffness will somewhat limits wander, but, usually because of stick-out ratio, by then its usually too late. You have a resultant slightly offset hole, or non-circular hole, or oversize hole, or chattered hole, or some combination blend of non-ideal issues. When you spot drill with equal/larger angle, the initial contact geometry changes from a point (bad) to a line (much better). And more importantly the geometry between cutter/pilot angles better serves to self-correct itself. Not 100% guaranteed, but you stand a much better chance. Try it. I bet your 60-deg center drills will stay in a box until you have to make 60-deg holes for center work.
I know we initially were talking about a center drill wandering which is different issue than a drill wandering as a function of preceding spot/center drill. But that's because most people drill holes this way.
You might be thinking of this as a lathe/mill thing from your own perspective but IMO drilling is drilling. I suspect some of the observed success/failure rate is more likely a function of differences in the drilling operation which is heavily influenced by machine rigidity, overall accuracy, spindle barrel looseness, feed rate ability/inability. And that is the usual clue, what works on machine A may not work as well or within a more limited operating band on Machine B. The lighter duty hobby lathes are always going to be at a disadvantage to a more robust toolroom lathe and that toolroom lathe will still have issues that a more rigid & controlled CNC lathe will not have.
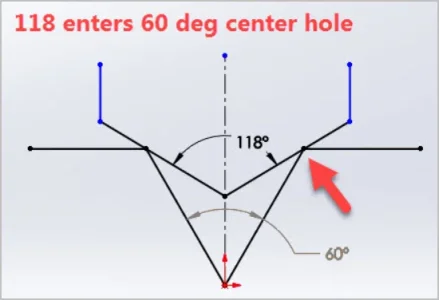
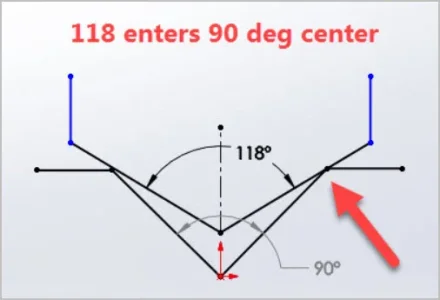
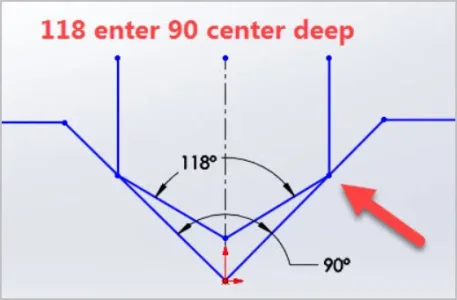
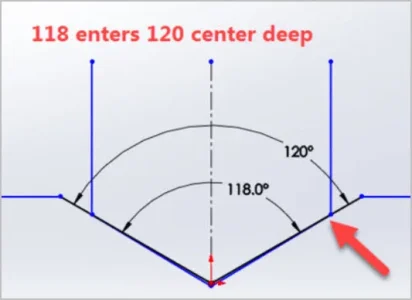
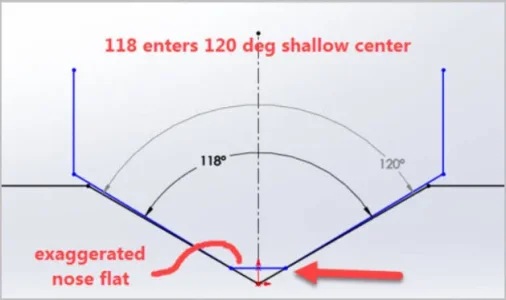
@gerritv is right, this topic might qualify on the Top 3 controversy topic list. Here are some pics I posted that might assist visualizing different spot/drill scenarios
Thanks Jim, I came across that explanation after I had posted way back when. For the normal spotting I make sure the "dimple" is smaller than the diameter of the follow up bit. For chamfering it would be larger than the follow up drill bit. Saves an extra step. I like it. David
The only difference between your current question & prior center drill experience leading up to this point, is one of degree or extent. You've described in your own words the mechanism by which a drill can wander. As soon as the drill lip contacts & starts cutting on the crown edge of a spot hole at any random point, the drill may start to deviate resulting in the problem hole. Because that teeny amount of asymmetric material removal starts influence & override towards a 'different' spot hole position & starts to feed on itself even at some micro angle. Once the drill starts on even a slightly deviated path, it has limited means to self-correct itself. The cutting tool stiffness will somewhat limits wander, but, usually because of stick-out ratio, by then its usually too late. You have a resultant slightly offset hole, or non-circular hole, or oversize hole, or chattered hole, or some combination blend of non-ideal issues. When you spot drill with equal/larger angle, the initial contact geometry changes from a point (bad) to a line (much better). And more importantly the geometry between cutter/pilot angles better serves to self-correct itself. Not 100% guaranteed, but you stand a much better chance. Try it. I bet your 60-deg center drills will stay in a box until you have to make 60-deg holes for center work.
I know we initially were talking about a center drill wandering which is different issue than a drill wandering as a function of preceding spot/center drill. But that's because most people drill holes this way.
You might be thinking of this as a lathe/mill thing from your own perspective but IMO drilling is drilling. I suspect some of the observed success/failure rate is more likely a function of differences in the drilling operation which is heavily influenced by machine rigidity, overall accuracy, spindle barrel looseness, feed rate ability/inability. And that is the usual clue, what works on machine A may not work as well or within a more limited operating band on Machine B. The lighter duty hobby lathes are always going to be at a disadvantage to a more robust toolroom lathe and that toolroom lathe will still have issues that a more rigid & controlled CNC lathe will not have.
@gerritv is right, this topic might qualify on the Top 3 controversy topic list. Here are some pics I posted that might assist visualizing different spot/drill scenarios
Thanks Jim, I came across that explanation after I had posted way back when. For the normal spotting I make sure the "dimple" is smaller than the diameter of the follow up bit. For chamfering it would be larger than the follow up drill bit. Saves an extra step. I like it. David
Nice assessment @PeterT. I agree with what you say. But my question was different. My question is about enlarging an existing hole with a 90 degree edge. It doesn't really matter what kind of drill you use next, it is still going to be a bad point contact on the 90 degree edge. I want to use cheap drills to Hog. But a cheap drill will almost always grab because they are not very symmetrical. So the question is: would it help to use a spotting drill to create a bigger flat like you describe above for the bigger drill to engage on instead of the 90 degree lip that's there already.
IMO, once you have a hole that you want to then enlarge by larger diameter drilling, the section view becomes essentially a variant of one of the pictures I posted. The prior hole will present a 90-deg edge to the 118-deg or 135-deg or whatever drill angle so there is a good chance of catching just like the spot drill example. I suspect that's why some advocate just drilling with the big drill to begin with, but that's not always possible. So I don't know of a reliable solution other than drill selection & a bit of start hole technique. Stub drills have less stick out so will be more rigid for the same material. Carbide is stiffer than HSS but cost prohibitive, assuming they even make them. I've heard the 135-deg drills focus their forces more obliquely which could be helpful & often have different relief geometry than conventional drills. Whether that cures all problems or just helps I cant say. Maybe one could chamfer a matching drill angle on the crest of the prior hole, but now that's another tool/step. Not as convenient or time efficient. Pecking the initial drill contact can be helpful. I find that holding some friction on the TS barrel can be beneficial too. Its a crude form of anti-backlash & might reduce the propensity to draw the drill into the cut (snatching conditions). So on a lathe, this could be a TS feed screw wear issue whereas a mill will have a different feed mechanism & be different.
Personally I consider drilling conventional holes to be a roughing procedure. Accuracy typically comes with boring bar type tooling. So its maybe a matter of personal choice as to when to stop with the drills & start with boring, probably dictated by material type & machine capacity. Some people acknowledge the drill kick & basically don't care if they are going to be boring anyways. Not ideal, but kind of pick yor battles strategy. Deep drilling like gun drilling is whole different subject I have no experience with. For large diameter conventional holes up to say 2" depth, I actually prefer annular cutters. You are removing much less material vs a drill & even have a resultant core slug to use for another project. But this has depth limitations obviously unless you can flip the part in which case 2x cutter length. So as usual... depends...
Joe Pieczynski has some interesting analysis of drill geometry in this video. He talks about the helix angle of the drill and techniques for drilling deep holes.
The things he says make a lot of sense to me. RH Threading away from the chuck with the upside-down tool made a big difference for me, and he recommends that. Do you follow rolingmetal on YouTube? He really exemplifies the stereotypical Dutch wry humour....
@PeterT I have a few Carbide drills and they are definitely worth the money, but they don't grip well in normal drill chucks and can actual damage the chuck from what I understand. You need to use the higher grip strength of collets.
Center drilling and spot drilling while similar are different in the importance of what they are achieving.
Stop drilling is to allow drilling an accurate location with a large drill.
Center drilling is generally for lathe work and must have a relief to allow the center not to bottom out thereby supporting the work on the center with the maximum support and bearing surface.
My instructor in machine shop work way back in the dark ages said not to worry to much about using center drills to start a drill bit hole, if you need a real accurate hole then it should be reamed or bored not drilled.
CNC has basically eliminated reaming in conjuction with carbide tooling.
In most cases a straight drill gets the job done.
As an example for one of our products I must drill tubing precisely, to do so I use a carbide 4 flute center cutting endmill, holes have never been better and more accurate.
")