Here they are finally...
Wow! That's impressive!
Thank you for posting the photos!
Here they are finally...

I don't understand hydraulics very well.
Electric is the pump. instead of hand or air over. Air over is deafening, both air over and hand are slow. Electric is the cats meow.Pretty cool. What is the price range for a monster like that? Matt got a link for the that one for more info? What are you going to do for a safety curtain?
I see it's electric and hydraulic. I don't understand hydraulics very well. Nobody ever makes things that push hard with screws and gears other than arbor presses which are on the low strength scale. So why are hydraulics the way to go? I have a half finished 20 ton press for my spouse and her jewelry projects based on a published design. It uses a 20 bottle jack and monstrous ready rod. I'll have to post some pictures.
Guessing that is a typo - that the tubing ID is actually 4.490 not 2.490.DOM tubing at 2.490 DIA ID. How much clearance should the punch have? I currently have it a 4.485 (.005 less)
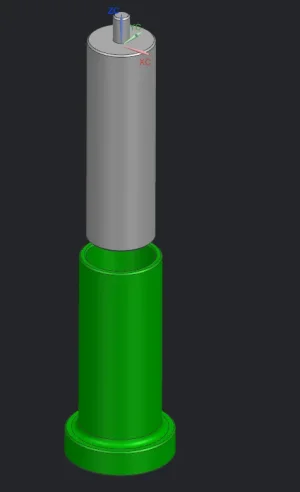
This tubing is 2.49 ID. It is called DOM, Draw over Mandrel. The wall is thicker than schedule 80, and is 0.250. The OD is 3.00. I made a ring that's 4.00 OD x 3.00 ID and 1.0 thick as a flange and welded onto the pipe. This is for 2 reasons, one that The bore on the press is 3.125, and second that in case I get stuck with chips going up the sides, I can clamp it and reverse the press. I will photo this soon as I just bored the ring last night, and the welder is out. The punch is turned to 2.485 and has M16 threaded rod to attach to the RAM.. Also the press is 50 Tons.. electric.Guessing that is a typo - that the tubing ID is actually 4.490 not 2.490.
That's kinda obvious but that is not my question / concern.
In your photo, the die (green tubing) appears to be fairly thin wall tubing. I would suggest using a much heavier walled pipe not tubing (schedule 40 or even schedule 80 pipe). The lateral loads on the die will be very high and could split the tubing. Also - before splitting the 0.005 gap will substantially increase and could result in the ram getting very tightly stuck in the die. Even if it does not split, when the ram pressure is removed the die tubing will shrink back to original ID and tighten onto any chips that may have found their way into the gap.
What is your flux? I saw on YouTube, people using salt.Maybe I'm off in the bush here, but when I melt something, I find that as long as I have a melt puddle in the crucible, adding small bits to the pot means the little chips are swallowed and added to the melt in seconds. Sometimes I use a cutting torch to assist the melt to make a puddle.
After all is liquid pour on flux and stir.
Thank you for that explanation. The photo was very misleading. You have lateral forces well under controlled. Good.The wall is thicker than schedule 80, and is 0.250. The OD is 3.00.
BoraxWhat is your flux? I saw on YouTube, people using salt.
Nope. I have a 50 ton electric hydraulic press. All the tooling is ready and I will try it out this weekend. pics very soon.Arbor press ? Not terribly expensive .
The piece feels like a solid almost.
Well yes - small aluminum chips and or aluminum powder is a normal additive to increase commercial explosives performance and power.Mix a few other chemicals in before pressing and you’ll be good for July 1st next year