I've butchered a couple of back plates 'teaching' myself lessons so far.
Hey Kevin.... where did you get the back plates from?
Craig
I've butchered a couple of back plates 'teaching' myself lessons so far.
Hey Kevin.... where did you get the back plates from?
Craig
Are they threaded or on backplates?
Sent from my iPhone using Tapatalk
Sorry I was unclear, my fault.
I was meaning the new chucks.
Sent from my iPhone using Tapatalk
Looks good Tom. Does that plate have a tapered center bore that mates the spindle nose?
") . Ron said I should buy a bunch and sell them, damn, probably could have made a couple of bucks. As I said before, they need a good cleanup and mine needed a bit of honing to get all the jaws to run smooth but it works really well.
. Ron said I should buy a bunch and sell them, damn, probably could have made a couple of bucks. As I said before, they need a good cleanup and mine needed a bit of honing to get all the jaws to run smooth but it works really well.


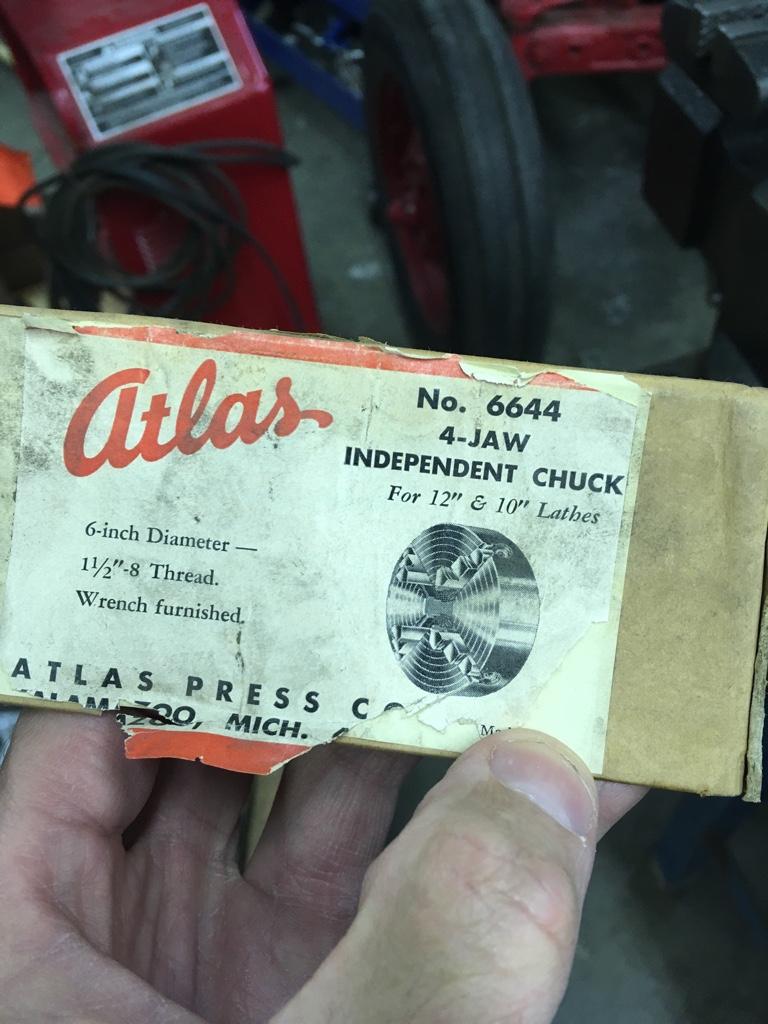
can someone post a picture of the 4 jaw they got? Can it be machined to be a plain back? How about 3 jaw?


") I'll pick the second one up off you and split the shipping.
I'll pick the second one up off you and split the shipping.