Boy, this topic keeps blowing up. On hobby machinist it blew up several times last year, too.
Yes, one of the classic machining tinder boxes. There are literally a lot of moving parts and tons of variables.
When you make, or at least remake which is what reconditioning is, the geometry of a machine, you need to follow a process that is exacting. There is not much equipment required, but if you don't have the right equipment, you get it, e.g. a Starrett 199 master precision level. Its different if you are just trying to set up a lathe; it's not realistic to say you have to spend $400-500 (and that's used) for a 199.
Which leads to a problem. I don't think I've used or seen a lathe upclose where headstock isn't solidly registered. They have all had inverted V ways or are pinned. You can rely on it (or least you could in the past) coming from the factory correctly aligned. This eliminated HS alignment as an issue.
One thing I learned here is that is often no longer the case. After watching how SM did it over a few days, I can see why manufactures would see it as a huge cost savings not producing lathes in this manner, but imo its a real disservice. SM had three guys full time scraping HS, TS and carriages in to the ground bed. Its imo the right way, but it is expensive.
Nevertheless, if this is your the current reality, you can't solve this problem without having a way to detect twist separate from HS misalignment. I haven't read everything that is here, but this challenge is no different than that faced by the person reconditioning the machine. The correct procedure is to remove the bed twist via leveling before working on scraping the HS in (HS alignment) because if you don't, any reading (or tests cuts) you make with the carriage moving over the bed, will be erroneous if bed has twist. If you don't have a 199, use the best you've got.
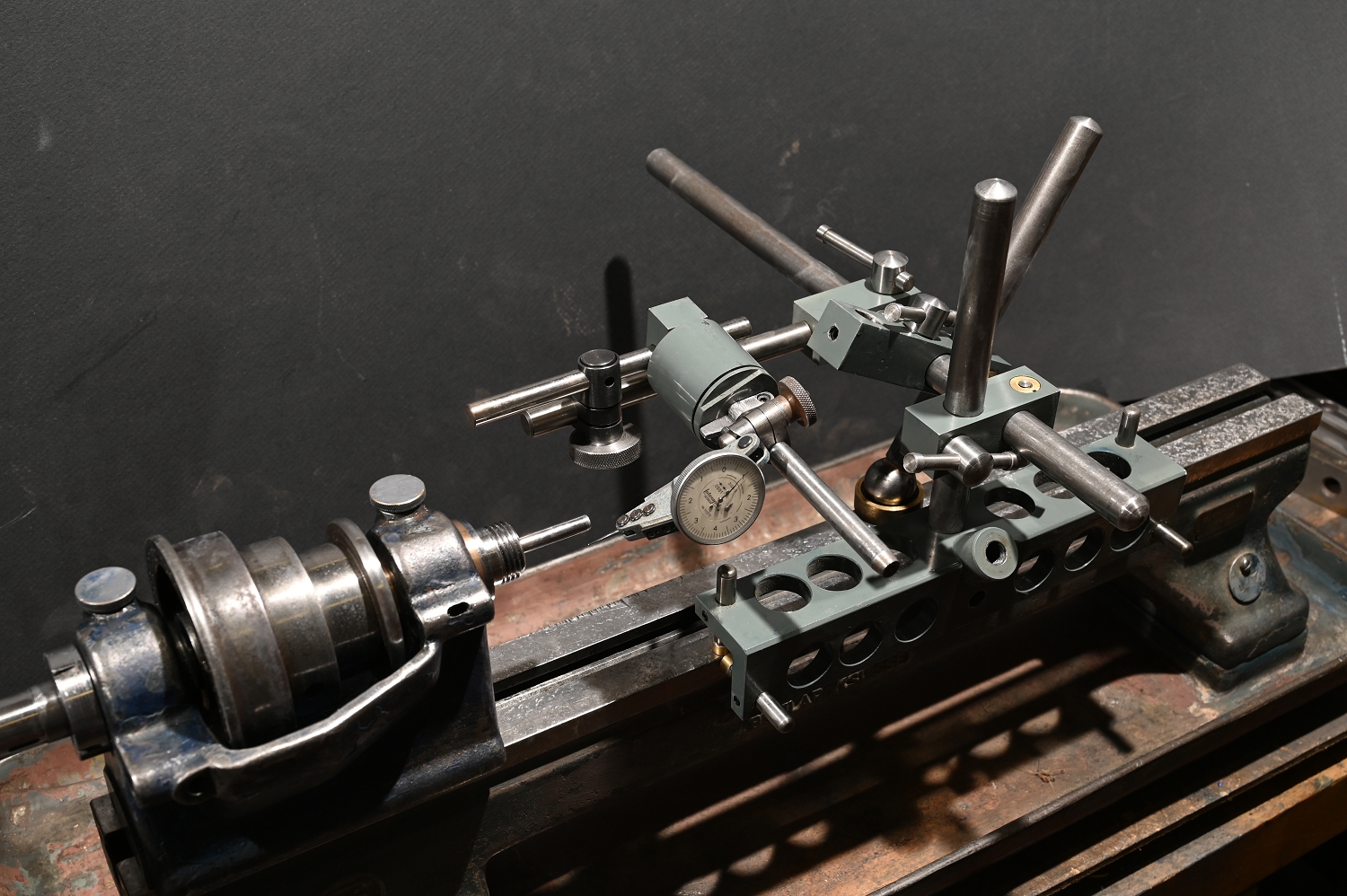
You do have an additional problem: wear. Wear can mean even with zero twist in the bed, relying on the carriage travel for detecting things relative to the headstock introduces error. There is little you can do about this, but one technique is to use a Kingway (or my version of it shown below which I think has several improvements) to slide along unworn surfaces. This is better than nothing and good for surveying as well, as advocated by scraper Richard King. (Having seen lathes been made, I do disagree with him as to how perfectly reliable these surfaces are or how exact their vectors matches those of the original ground surface as, at least at SM, they were done on different machines and setups than the way grinding).
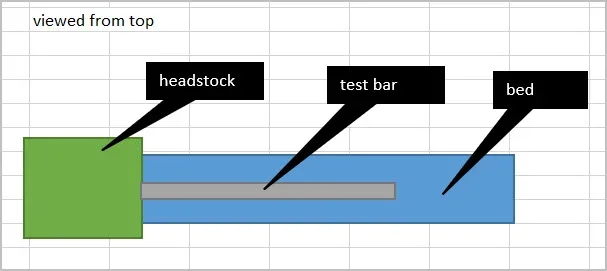
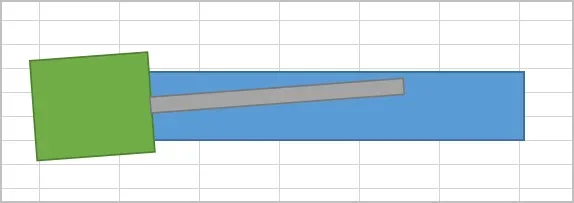
A couple of other ideas. The best way to align the headstock, with the bed first leveled and a reliable surface to move along, is to mount a precisely ground cylinder, like a cylindrical square in the lathe. I say best because the error introduced with workholding doesn't matter. Weight reduced (holes) and a few inches in diameter is ideal. Just put it in the three jaw, alignment does not matter.
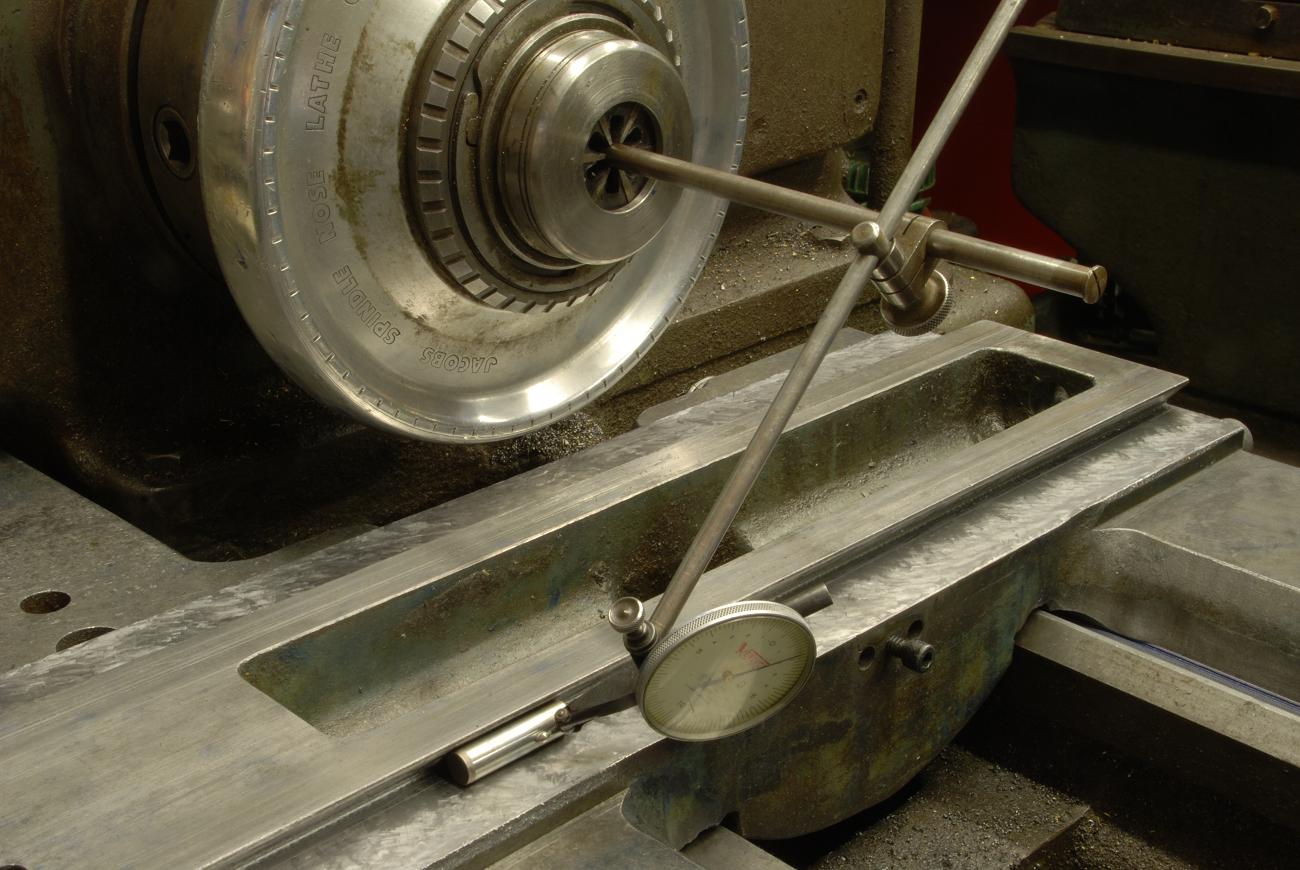
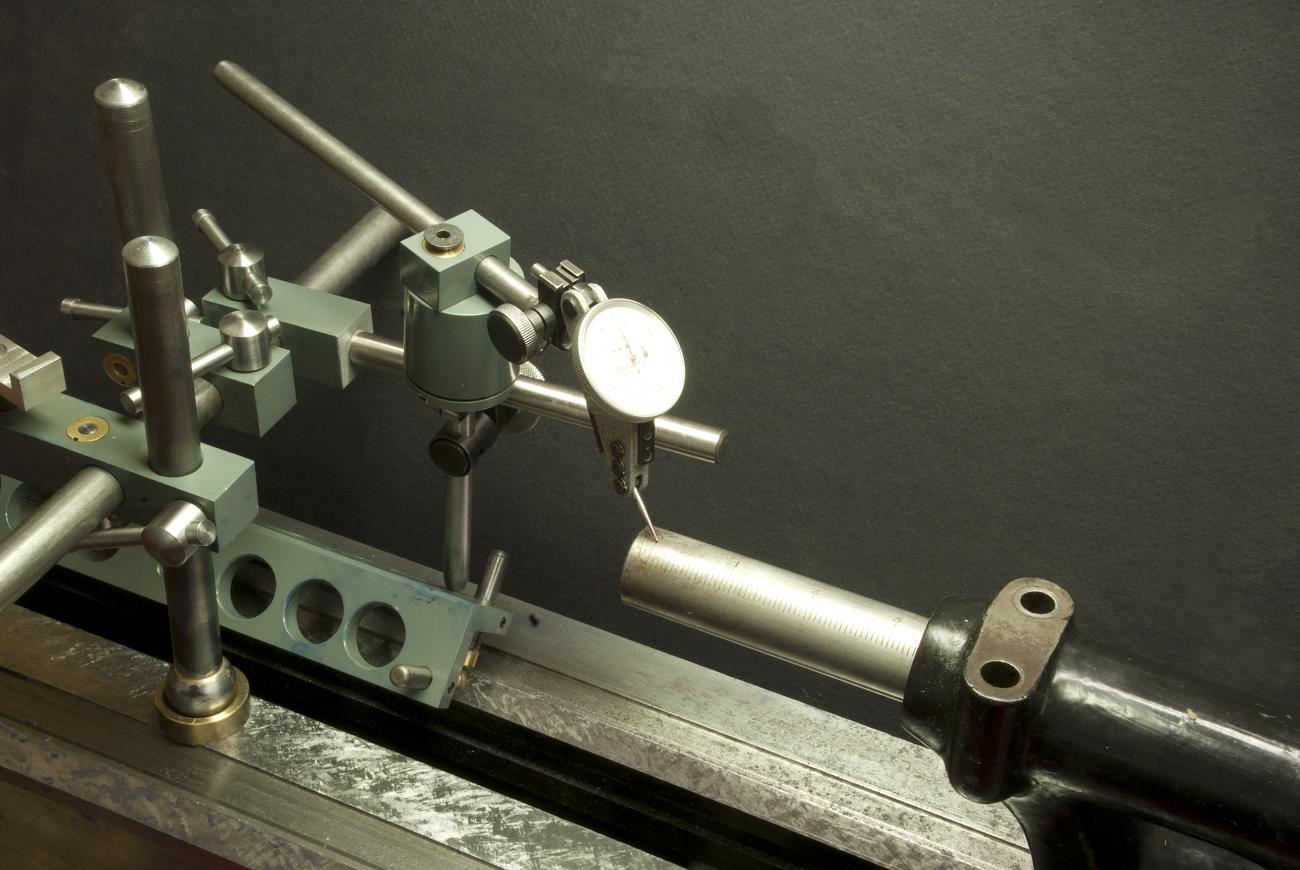
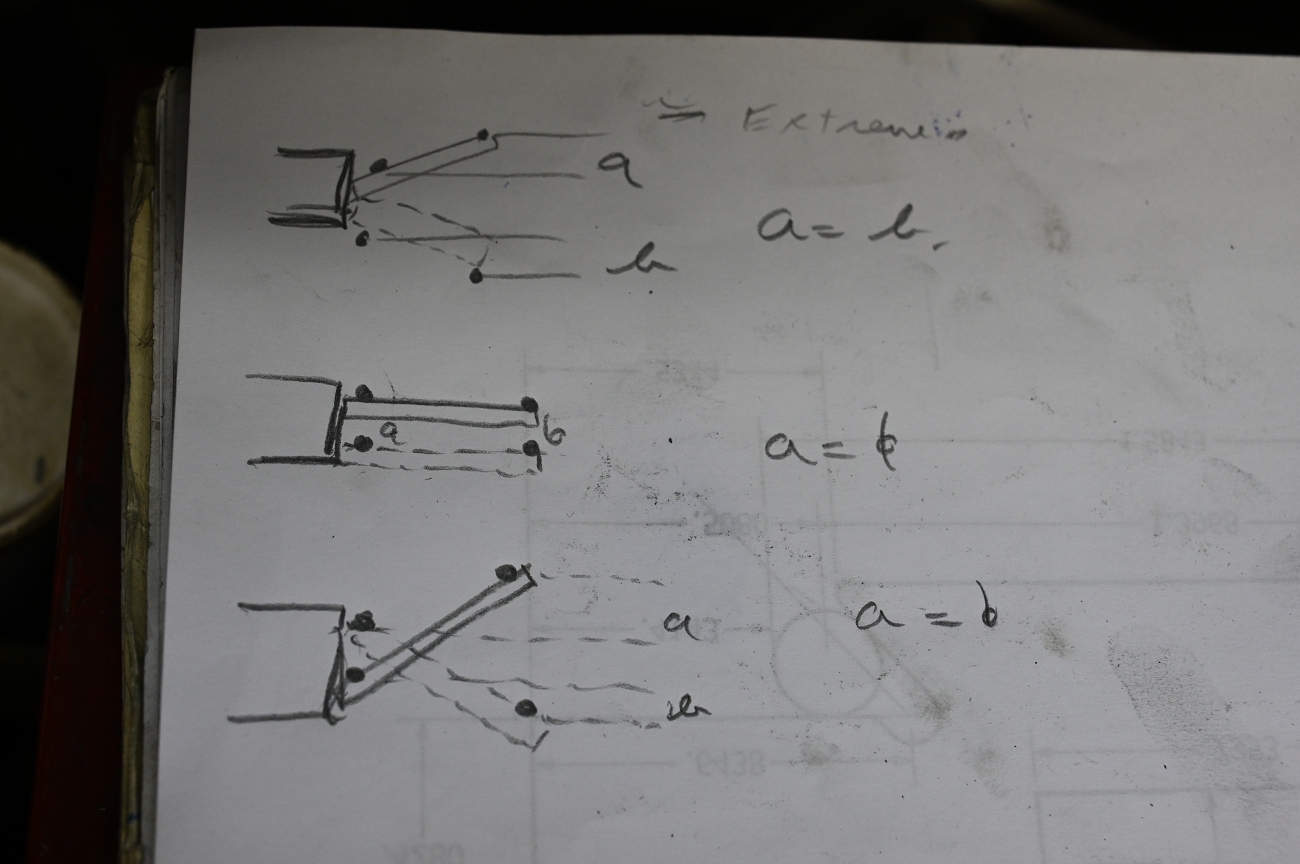
You take a reading at the chuck, then at the end - two planes. Then you rotate it 180 degrees and do so again. Looking at the differences between them tells the story. In my diagram, if A=B, its aligned. When scraping of course you have to do this in two planes, ZX and ZY but for checking alignment only ZY is looked at. Using the A=B difference method eliminates the need for test bars and eliminates any source of error in mounting - even the taper spindle mount introduces some error. You also want to sweep the indicator, not drag it along the work which can introduce error as the work may be going up or down hill in the other direction - see photo of sweep tool.
Despite all this, turning a long cylinder parallel to few tenths remains a BIG challenge. The only time I might take a test cut for alignment is with this type of job....wear, tailstock quill clearance and concrete slabs moving making things somewhat "dynamic". This is where figuring out what mounting bolt to tweak a few degrees turn pays off
")
")