Former Member
Guest
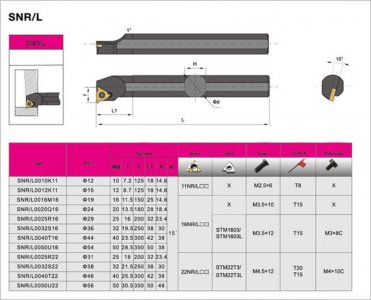
I'm going to honestly suggest that with the smaller dia having it rotated gives the clearance required. Look at the posted picture and you'll see that if set correctly as with larger boring bars the the support of the cutter will contact on the smaller ones.
This is a compromise to achieve function based on size (or lack of it).
This is a compromise to achieve function based on size (or lack of it).