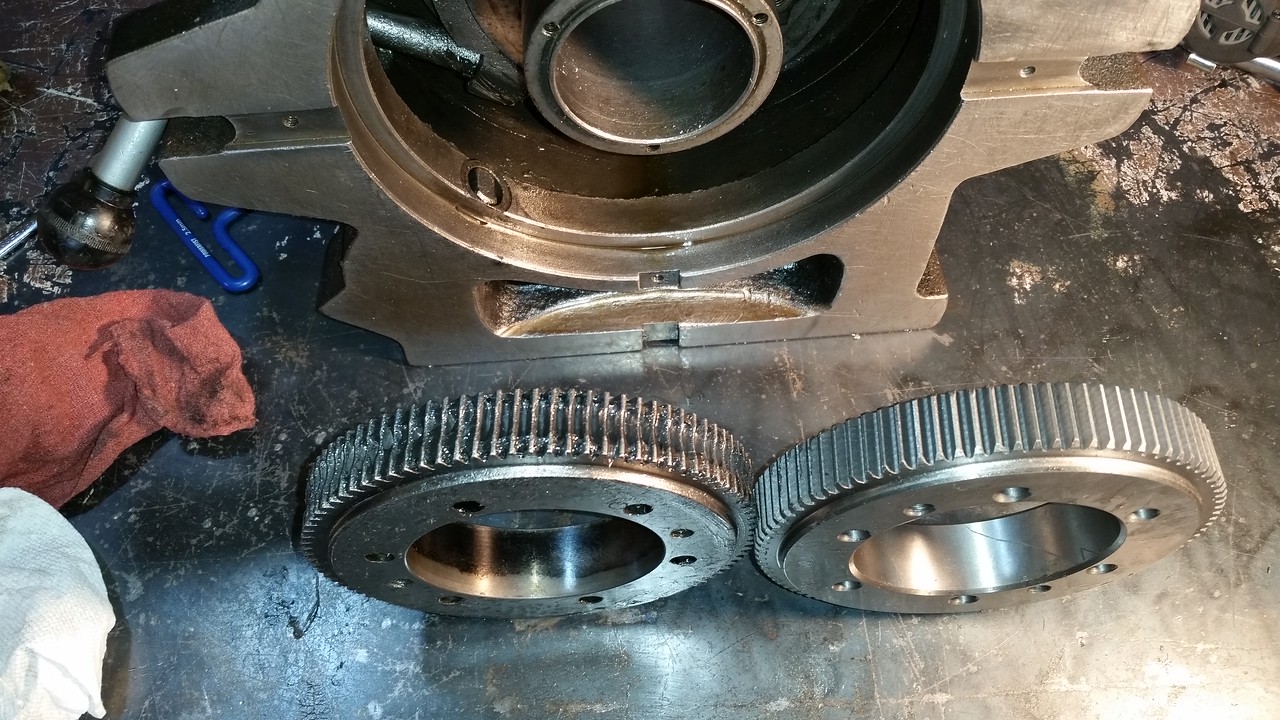
A few years ago, I hobbed a spur gear to repair my old mill/drill. I used a gear cutter hobb and rotary angle indexer with an er30 collet to hold the work. It worked and the gear was a complete success.
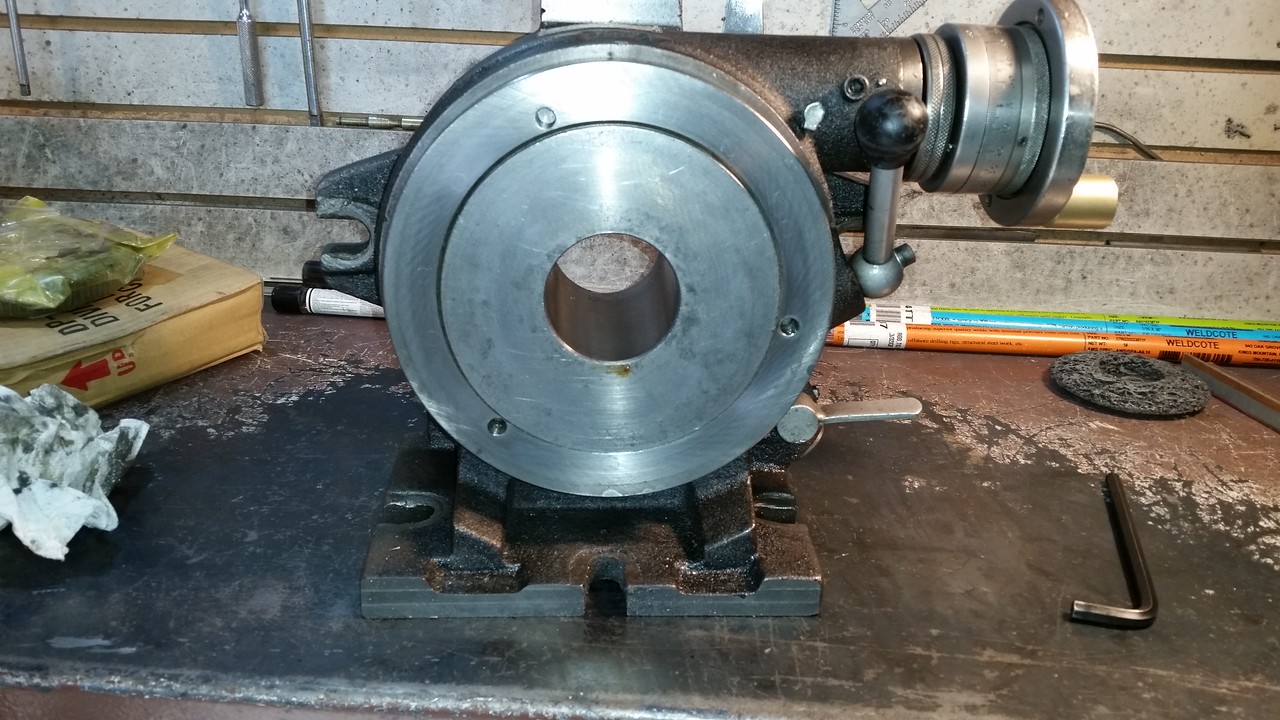
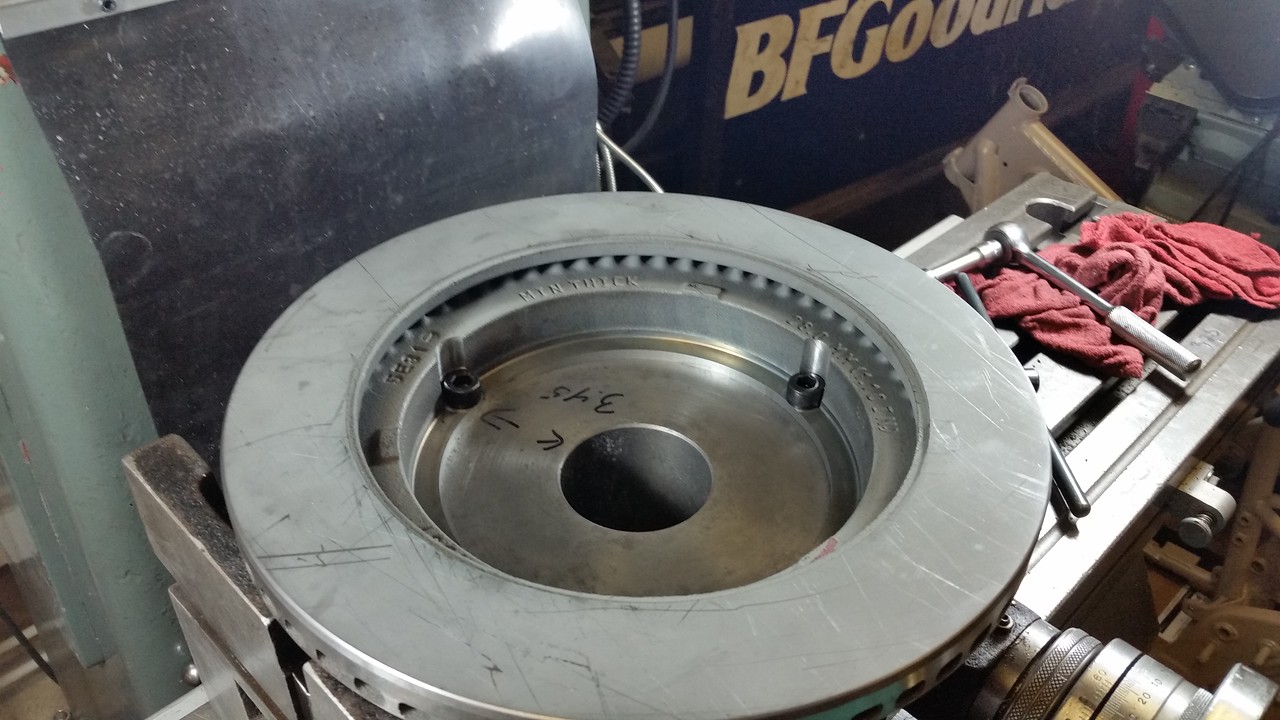
However, I had wished I had a rotary table instead. I recently made an adapter plate for a new motor for my Hartford mill. Again, I found myself wishing I had a rotary table.
I took a quick look on Ali, Amazon, BusyBee, Accusize, and KBC. They seem to come in 2" increments from 4 up to 20. All are also expensive. So I made search bots for both Kijiji & eBay and I'll see what comes up. I'm in no rush.
My questions here are looking for advice.
What size do you think is optimum?
What features are desirable?
Is an add-on chuck essential?
Are there any add-on accessories that ARE essential or at least highly useful?
However, I had wished I had a rotary table instead. I recently made an adapter plate for a new motor for my Hartford mill. Again, I found myself wishing I had a rotary table.
I took a quick look on Ali, Amazon, BusyBee, Accusize, and KBC. They seem to come in 2" increments from 4 up to 20. All are also expensive. So I made search bots for both Kijiji & eBay and I'll see what comes up. I'm in no rush.
My questions here are looking for advice.
What size do you think is optimum?
What features are desirable?
Is an add-on chuck essential?
Are there any add-on accessories that ARE essential or at least highly useful?





")