DPittman
Ultra Member
So looking for support for this idea (or not )
)
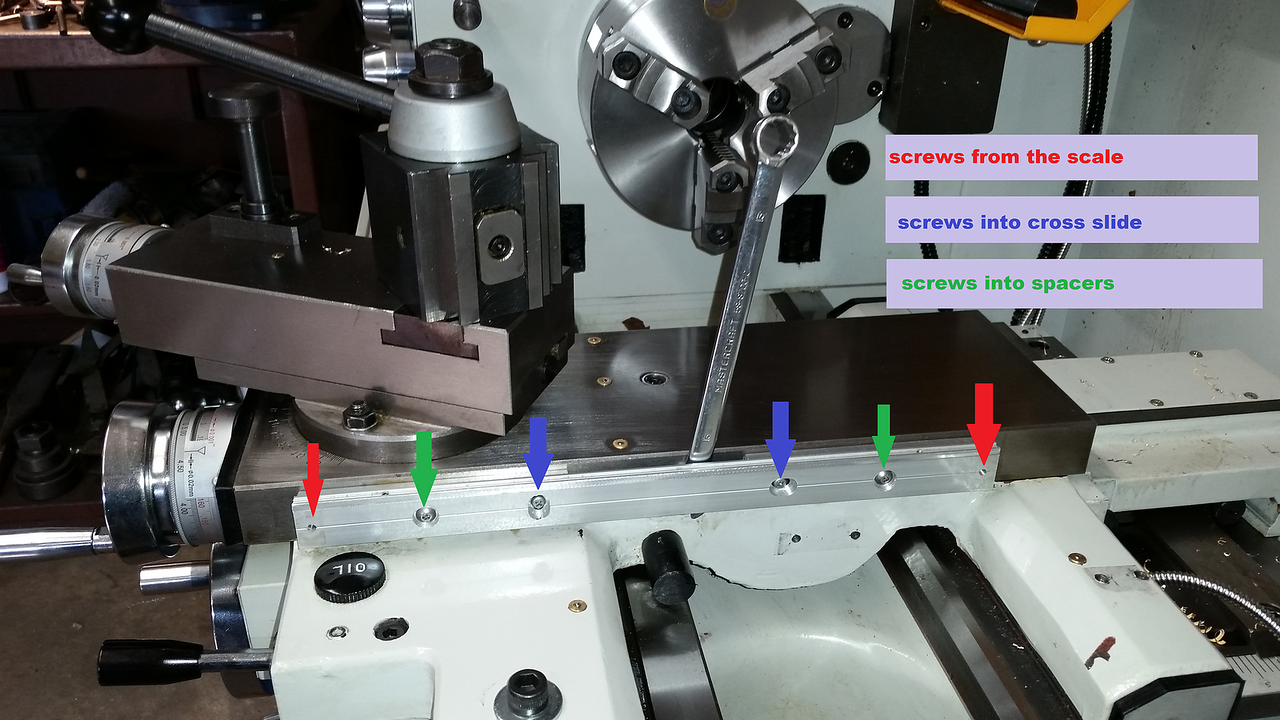
In the picture you can see the spacer and mount I'm thinking I need for the scale. As you can see on this particular spot of the slide the meat is not thick enough for me to thread and use the scale mounting screw (5mm), so I think I will drill and thread the spacer piece in the middle (red markup) for the scale mounting screw. The spacer piece itself will be held on with little 3mm screws that I can drill and thread in the slide in the positions that the yellow markup shows.

)In the picture you can see the spacer and mount I'm thinking I need for the scale. As you can see on this particular spot of the slide the meat is not thick enough for me to thread and use the scale mounting screw (5mm), so I think I will drill and thread the spacer piece in the middle (red markup) for the scale mounting screw. The spacer piece itself will be held on with little 3mm screws that I can drill and thread in the slide in the positions that the yellow markup shows.