Another note, there is a fair bit of chat about only using inverter rated motors with a VFD. I'm not and expert but from my limited experience and from what I have read here is the skinny on that topic:
compared to regular sinusoidal power that we get from the utility, the VFD produces a less than perfect waveform. The less than perfect waveform = some harmonics, greater voltage deviations etc. When using small motors 1.5-2HP @230V with less than perfect power the inverter rated hooplah is overrated because the 230V motor has 600V wire in it anyways etc. Now for larger motors for example 10HP and 600V operation than an inverter rated motor is probably a wise investment. I have been running a regular (very used) non inverter rated motor that came out of a commercial dryer for several years now and it's running like a champ, and from what I have read this is typical.
My simple version is that VFD Rated motors give you better control of damaging static on the bearings, better bearings for speeds above the rated rpm, and lower speed capabilities without overheating.
If using a non VFD Rated motor you might need a fan for cooling at low rpm and you shouldn't exceed 75hz on the high end.
VFD Rated motors come in many flavours usually described as a turndown ratio.
A good vfd rated motor can deliver full torque at Zero RPM (yes, 0 RPM) and can also run at 120Hz. That's what I bought for my mill. But I limited my minimum speed settings on my VFD to 6hz (180 rpm) and my max to 90hz (2670rpm)
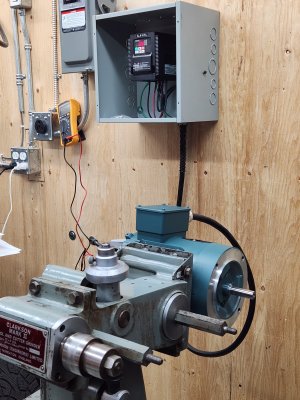
The motor I bought for my lathe is only a 10:1 motor. So I can run it at 6hz to about 90hz. But I'll prolly only run it from 30hz to 75hz. That's plenty enough range for a lathe with a gearbox head.