I've been using this Chinese (Align knockoff) X-axis power feed on my RF-45 mill for a couple years. Mostly it worked OK but I perpetually had to fiddle-fart with the alignment (shall I say misalignment) of the motor gear & lead screw gear. Once set up it purrs like a kitten. But a few hours of traversing & its starts growling ugly again.
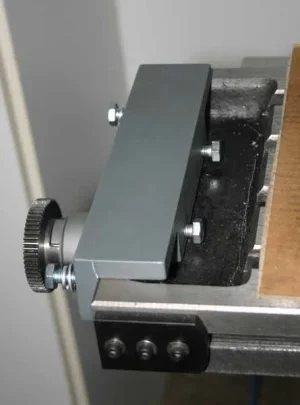
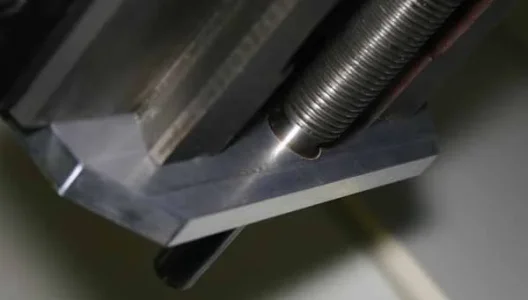
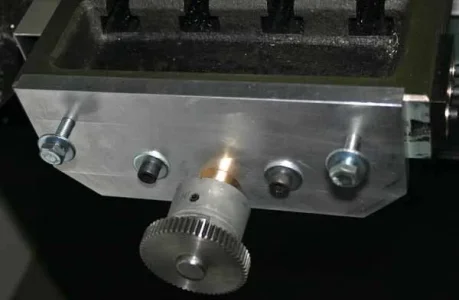
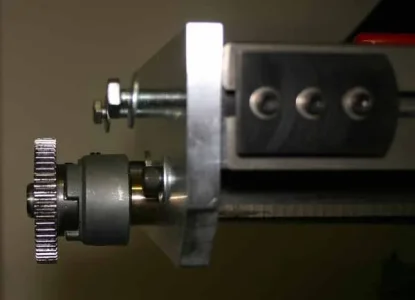
The culprit is the mounting plate assembly. Its intended to be a bolt-on affair. An adapter casting is fixed to the table by 2 bolts that 'set screw' into the pocket. Trouble is, the table pocket has substantial taper & is rough casting, so the bolts have nothing substantial to bite onto. They eventually slip on the casting & the motor assembly slides out of gear alignment. After a few to many re-adjustments the (cast aluminum) bracket finally cracked. I found out Shars sells the plate combo for 50$U but I wanted something better.
The culprit is the mounting plate assembly. Its intended to be a bolt-on affair. An adapter casting is fixed to the table by 2 bolts that 'set screw' into the pocket. Trouble is, the table pocket has substantial taper & is rough casting, so the bolts have nothing substantial to bite onto. They eventually slip on the casting & the motor assembly slides out of gear alignment. After a few to many re-adjustments the (cast aluminum) bracket finally cracked. I found out Shars sells the plate combo for 50$U but I wanted something better.