Come and visit the project on a Saturday (10 until 4) and no time is not of the essence but we are making progress and new hands are always welcome.
Gary
Where is that?
Come and visit the project on a Saturday (10 until 4) and no time is not of the essence but we are making progress and new hands are always welcome.
Gary
Our project is at Bomber Comand museum in nantonWhere is that?
@Garyt
100% agree that this method requires .001-.0015 per stroke *maximum*. The tool bit will have to be resharpened and re-aligned after each pass, if HSS and cast iron are the materials.
One of my greatest disappointments of late is that a neighbor of mine for 20 yr had a stroke & passed this year. I discovered after the stroke disabled him that he was a WW II Mosquito pilot...had I known that beforehand, i would have certainly made an effort to get him to tell me the stories...stories that are dead now.The project is for Calgary Mosquito Society not an insect.
I'm not understanding that, imo the only time CI and HSS are an issue is if taking of a sand ridden outer crust, otherwise HSS wears well with CI.
I've not cut an internal spline, but I have done some largish keyways. Its obviously a challenge to take a 1/2 wide cut in 2" material by plunging a tool with quill but there is no law that says you can't use a 3/16 or 1/4 wide cutter and step it over. irrc I also plunged with slot drill first to remove as much as possible.
More steps adds to the tedium, but perhaps a similar approach would be make it possible?
What would happen if you pre-drilled the splines then squared them out with your lathe indexing set up? Drilling wouldn't have to be super accurate and would get rid of the bulk of the material.What depth of cut can you expect? 0.001" 0.002" ? When I tried this I was getting 1 thou per stroke so 100 strokes for 0.1" deep keyway. It would not cut more than 0.001 in a pass - otherwise just jammed to a stop. Maybe my HSS bit was not sharp enough? So 12 splines 0.1" deep perhaps 1200 back and forth operations? Seemed to warrant CNC automation!
Rudy in fact our anticipated use of the spline is for the Hurricane it is to fit the prop shaft on the merlin.@Garyt, I am sure we will be able to help you make the part.
I have helped Jack McWilliam (not sure if he is still helping with the Mosquito at Bomber Command in Nanton) on his Hawker Hurricane project up in Wetaskiwin where I made parts for the landing gear/flap hydraulic actuator.
As soon as you have details of the part, please post it here and we’ll figure out how to make it for you.
You / Jack can also PM me if you want.
Cheers, Rudy
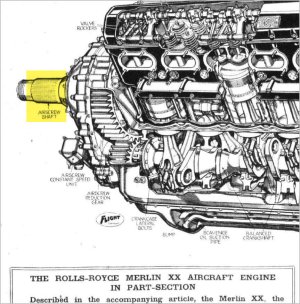
That's kind of why I asked the question in post #19. I'm going to guess a prop shaft component is a somewhat precision component with specific tolerances & material specs. Not saying someone on the forum could not replicate, but I think a lot more information is required. Do you at least have a picture? Does it engage the highlighted area like attached sketch? You don't need to answer here if you have private leads, but I'm just personally curious.in fact our anticipated use of the spline is for the Hurricane it is to fit the prop shaft on the merlin.
What are the approximate dimensions of this part?
Gary told me the splined hub is to go into a “test club” propeller for engine run in a test stand on the ground. So no, it will not go flying.Is this thing expected to fly? If so - I think we’re out. I’m out if so anyway.

We don’t yet have the details of the prop and/or the prop shaft of the merlin engine.does the splined hub have a 6 hole bolt pattern flange to attach to all those holes in the test prop? Thats a big hunk of aluminium round.