12- carbon
Andrew
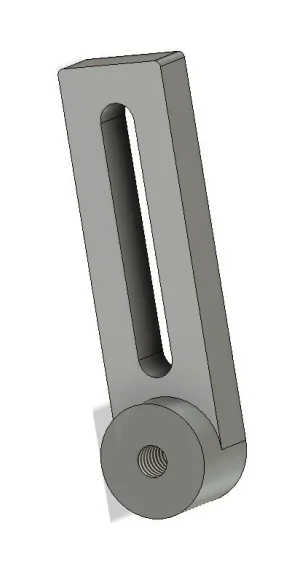
I have drawn up a component and tested it by printing a 3D version. Seems to work for what I need but now need it made from some type of aluminum.
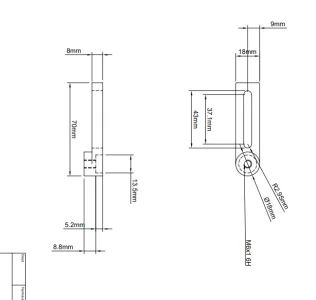
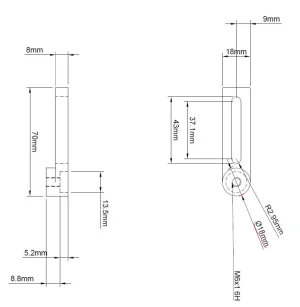
Please see my drawing of the part. I've also linked a 3D images. Remember, this is amateur hour... excuse my drawing/lack of convention. lol
Please advise what this might take.
I'm located in Edmonton.
Thanks!
Please see my drawing of the part. I've also linked a 3D images. Remember, this is amateur hour... excuse my drawing/lack of convention. lol
Please advise what this might take.
I'm located in Edmonton.
Thanks!