TorontoBuilder
Sapientia et Doctrina Stabilitas
I have a problem...
The more I look at this granite plate, and run my hand over the surface, the less I want to murder it by installing a bunch threaded inserts to affix whatever work holding system I end up with.
Especially since I've been dreaming of using this for scraping.
So I need another surface plate, that does not need to be so perfect. Or can I effectively still blue up surfaces if my plate holes some holes?
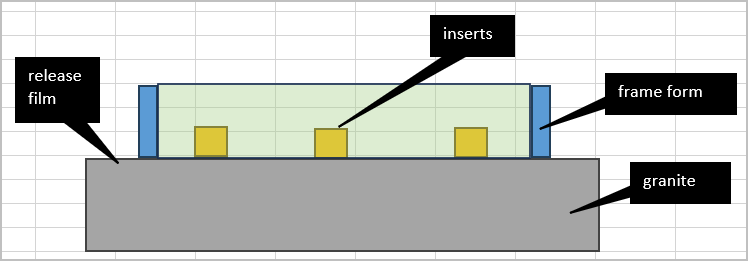
Or since this is pristine surface plate, perhaps I could use use it as a base to cast a "new" epoxy granite base, one that is not 4" thick.
The more I look at this granite plate, and run my hand over the surface, the less I want to murder it by installing a bunch threaded inserts to affix whatever work holding system I end up with.
Especially since I've been dreaming of using this for scraping.
So I need another surface plate, that does not need to be so perfect. Or can I effectively still blue up surfaces if my plate holes some holes?
Or since this is pristine surface plate, perhaps I could use use it as a base to cast a "new" epoxy granite base, one that is not 4" thick.