It kind of depends on which 14x40 you mean. Modern primarily carries these two in Calgary & access to others.
Grizzly is currently showing 5 different models in this size.
Grizzly is currently showing 5 different models in this size.
It is nothing special of a deal - compare to https://www.kmstools.com/king-industrial-12-x-36-metal-lathe-with-stand-12933
For 2000 extra (including tax) you get:
DRO about 250 value plus install
Bit bigger motor at 2hp
bit bigger range at 14x40 vs 12x36
coolant pump
faster spindle at 2000 rpm vs. 1500 rpm
more of a machine at almost 1/2 more weight.
You loose about $150 in tooling. And no CSA approval - through for private use its of little consequence.
Overall if you need 14x40 for increased size and rigidity it may be worth the $2000 and I think $2000 is about right price for a bit extra - but nothing to say a "deal" - just regular price. I would say it was a deal at maybe 5900. For under a $1000 you would get a lot of goodies over King.




")
Ya gotta like that feeling I have time to look around can't get concrete in the shop till spring. They are all about the same when they're running just little differences . I think if a DNA test could to be done on them all it would be revealing. Ha! did you check on it before going to work?Just for price comparison the Modern C0636 comes with DRO, 3 and 4 jaw chucks, faceplate, taper attachment, and a piston style quick change tool post. Plus shipping to your door is included.
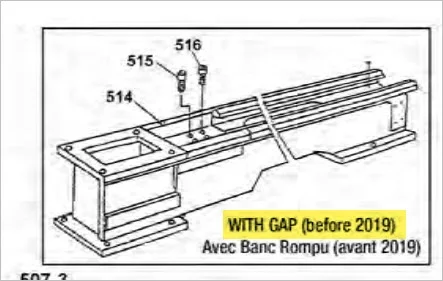
Do you guys know how that Apron stop ACTUALLY works? Because I don’t.
Here is my suspicion:
If the clutch is integral to the carriage, the apron stops because the clutch slips, not because the feed actually disengages. Just looking at that metal plate with the slots in it, it sure does not seem to have any connection to any feed levers and such.
Why am I so suspicious? The feed engagement mechanism needs to be of different design in order to facilitate an auto feed trip. You can’t very well use straight spur gears for the engagement/disengagement as they may not release under load. I suppose the clutch will slip, and no damage is done.
The way Colchester does it (yes, it also has a clutch to protect the feed shaft), they use a worm gear/wheel combo with over center springs and a trip pin which is activated by the stop. The worm gear/wheel combo can easily be disengaged under the heaviest of loads. It is like night and day compared to say the spur gear set-up on the Standard Moderns. Using the SMs, I have adopted the habit of “helping” the carriage feed with the hand wheel as I am approaching the stop. Feel for the feed lever pressure to “unload”, and disengage. It’s like driving a standard gear box without synchromesh - you have to feel for the gears to mesh, otherwise it sounds like a rock crusher. (Sorry I just dated myself with that gearbox shifting comment... “if you can’t find them, grind them”).
Anyway, I am just curious how they actually do the stop. I have seen other manufacturers advertise the same feature...
Ya gotta like that feeling I have time to look around can't get concrete in the shop till spring. They are all about the same when they're running just little differences . I think if a DNA test could to be done on them all it would be revealing. Ha! did you check on it before going to work?