First off, I love the hairy knuckle lol.
My nickname is Susquatch. What the heck did you expect my knuckles to look like!
😀
My knuckles used to be much worse. But even so, my knuckles were never anything compared to the rest of me.
As I have aged, my "fur" has all turned snow white. So lately I've been getting Yeti instead of Susquatch from my friends.
Drilling the # 7 hole through both plates and then opening up the top hole is a waste of time and money if you were in business as you're drilling the same hole twice.
I'm not in business and I love machining so for me it is a labour of love. If I was wanting to make money, I'd get back into consulting which paid WAAY better. But I didn't like consulting or travel so here I am having fun instead. Of course, I am also 75 and I'm in no hurry to get to my next destination.
Also, I think this double drilling clamped parts that I do is an artifact of my previous equipment. I couldn't really line up drilled holes very easily using a drill press that doubled as a mill. Clamping the two parts together guaranteed a good alignment. And double drilling is virtually zero effort or time given that there is a great pilot hole there already. Aligning the two layers would have been WAAAY more work and time. Today I have a Hartford Bridgeport Clone and a DRO. So I could easily do it either way. But old habits are hard to change.
No need to chamfer the hole for the screw head fillet as it is a clearance hole already and the screw fillet will burnish that edge slightly. You never said if the tapped hole was blind or not.
I didn't understand that the clearance hole should be so much bigger so I often had to chamfer. But I see your point now with the bigger pilot not requiring a chamfer.
It wouldn't have mattered much if it was a blind hole or not to this example. It happens that it was blind. I did mention that I liked to add a half inch to the depth for blind holes. I often use bottoming taps but I find the hole often fills with chips that prevent tapping deeply enough unless I build in a chip trap (a well) by drilling a bit deeper than required. Of course, through holes don't have that problem.
1 - Set a stop on the mill vice for the workpiece and pitch (center drill) the holes one plate at a time.
As discussed above.
But perhaps I should add that I just only recently made myself a vise stop. I never used one or knew I needed one till this year. I still have only used it a few times.
2- Place the workpiece loose on the mill using the vice as a swing stop. ensuring the hole to be drilled is over a t-slot and dill them loose.
I never drill anywhere near my table. So I don't worry about being over a T-slot. The only thing I worry about is to be careful not to drill into my vise. Sometimes I will add a sacrificial bottom plate or wood or something if it's not possible to avoid getting close.
3- C'bore the top plate (again loose) setting a quill stop. Ensure the c'bore bottoms out in the drill chuck and tighten the jaws using all three chuck key holes.
I have not used my quill stop since I installed my 4-axis DRO. Its a piece of cake to drill to the right depth now. About all I do now is to maintain a table of work dimensions on a piece of paper that I attach to the head of my mill with a small magnet.
I was taught years ago to never bottom a drill or anything in the drill chuck. But regardless, for most things I use a collet now. Drill chucks create a very long tool column and I prefer things short and sturdy. Another reason I wish I wasn't so tall.....
4 - Run the c'bore with ample coolant. If it doesn't bite plunge hard and apply pressure. Rubbing it will work harden the workpiece and can dull it.
No way I am using coolant on my mill. It's way too messy. I just dab a little cutting oil on as appropriate.
I assume you are talking about the pilot here. This might be why mine don't cut. I guess I never imagined applying more pressure. Things break that way and I am always leery of breaking things.
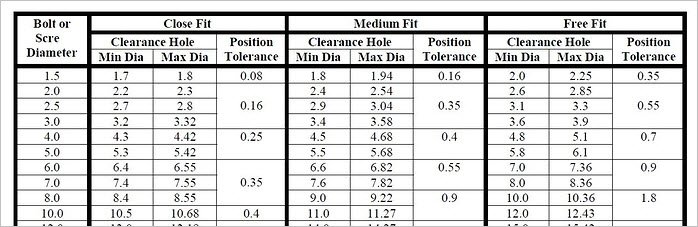
But I'll be honest here, I really don't like the size of that pilot hole. I had thought maybe my counterbore tools were of inferior quality or perhaps even the wrong ones. Maybe intended for some other purpose. However, everything you have described (especially the 30 to 35 thou oversize) tells me that there is nothing wrong with mine. They just don't work they way I would prefer they worked.
I prefer a pilot hole just a few thou bigger than the thread diameter for a few reasons. First I like the way such a pilot guides a tap, and second I want the screw to align the two parts properly. But that is me, and I fully appreciate where you are coming from. I also appreciate that my way is not the correct way and I am ok with that in this instance.
5 - Chamfer the holes. I power tap on the mill and again with the plate loose. I can't reverse out without stopping my mill due to the VFD, but in a production shop I would flip the switch to reverse quickly then off to break the chip and then reverse out. This is with a machine tap.
Nope, not happening. Don't have a power tap and not planning to get one anytime soon. All tapping is either done by hand or on the lathe. Even when I use a tap guide on the mill, I still turn the tap by hand.
Regardless of doing it with the plate loose or clamped in a vice, I think what is making it difficult for you is a combination of wrong pilot diameter and either too dull a c'bore or not acquiring the feel or technique to get the c'bore to bite. I'm not sure if I get my wife to film me on my phone if I can upload a quick video, but I'll give it a shot tomorrow.
I understand your point. Yes, you are probably right about not giving it enough bite.
Please don't go to the trouble of making a video. I'd especially hate to inconvenience your wife.
My take aways from your excellent description are as follows:
There is probably nothing wrong with my counterbores. They are not really junk, they just don't work the way I expected them to work. For that matter, they don't work the way I WANT them to work!
I'll probably sell them or put them someplace special for tools I don't use.
You have also helped me see that standard practice for recessed socket head screws is not what I assumed it was. The clearances are greater than I expected and the methods are not what I expected either.
Perhaps the most important thing that you have helped me see is that my problem is not the tools, it is my method and my expectations.
However, I like my expectations better than what I could expect by following the standard procedure so it's not too likely that I will change.
So all in all, I'm very grateful to you for helping me see that.....
"I have met my enemy and looked him in the eye, and he is me......"
So I'll basically go back to sleep on the counterbore tools and process knowing that I've been doing it wrong but keep doing it anyway because I prefer my own results over the results I would get if I did it correctly.
Thanks again
@Chip Maker !!! I can't thank you enough for the very thorough explanation or the time it took you to write it. I owe you one!