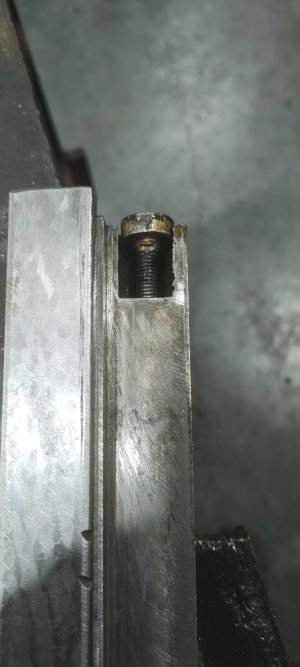
I fix broken castings like that
REGULARLY on farm equipment and tractors. So I'm gunna focus on that fix for you. I'm definitely on the tap it deeper and use a longer bolt page. Don't even try to weld it.
But you might find it hard to find a long enough tap if you try to tap it after filling with epoxy. No problem! Do it
before filling with epoxy!
Just tap the existing hole as deep as your regular tap will go. Then coat the longer bolt liberally with Release agent and install it. (Shoe wax works great as a release agent.) Then apply the epoxy to form threads around the bolt and fill the majority of the break with epoxy. Monitor the epoxy cure/set very closely. When it reaches a set where it is
VERY DIFFICULT BUT STILL POSSIBLE to dent with your thumbnail, remove the bolt and let the epoxy finish curing for 24 hours. Don't be tempted to go back to a shorter bolt though...... Epoxy is strong, but not that strong!
An alternative to
@Dabbler's suggested aluminium filled epoxy which is hard to find and often big $, is to get some steel reinforced JBWeld or even mix some regular JBWeld with some cast iron dust. Make sure the dust is clean dust though - no oily swarf.
If I was doing this, I would also apply a first layer of epoxy a little shy of the amount needed and then apply it in two stages. A first stage to fill the main break and a second stage to fit the parts so that no filing or machining is required. Just rough up the surface of the first stage before applying the second layer. This would require release agent on both the bolt and the mating casting and assembly before it cures. And again, break the bolt fit and perhaps even remove the mating casting before final cure.
I have sometimes used a temporary bolt as a locating pin by cutting off the head in order to avoid getting epoxy down in the hole before assembly as well as to help align the parts before curing.
One more tip is to use playdough or modelling clay to make a mold to contain the epoxy for the first layer. Even the heavy epoxy types flow a bit. If you remove the casting before the second layer fully cures, you can use a really sharp knife to cut away the little bit that will have squished out. Or use a die grinder to machine it away later.
The process above generates a perfect fit of the parts and also accommodates a slight shrink in the bulk of the first layer as it cures.
It's a lot easier to do than it reads. So don't be afraid of it. The results will be drop dead beautiful! You will be so proud of it that you will want to post a picture to show the world!
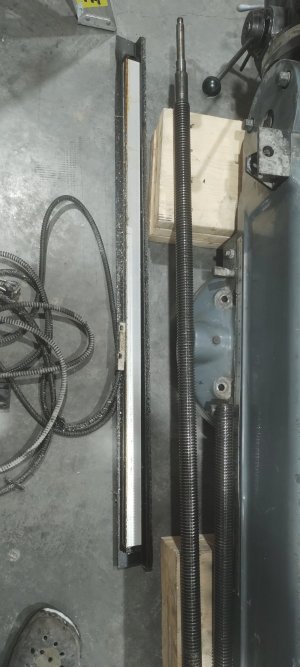
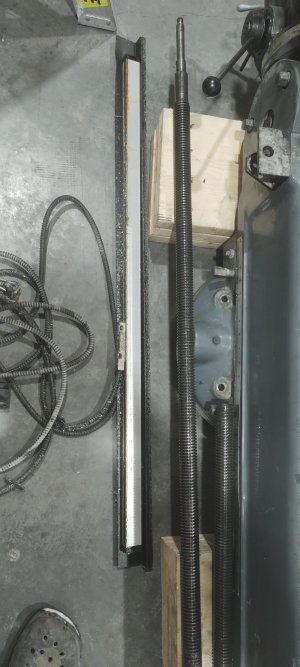
") then I cut off and beveled extra material and used a trusted straight edge to make sure i had no brass contacting the weys. its only purpuse is to give the locking adjustment screw somthing to push on.
then I cut off and beveled extra material and used a trusted straight edge to make sure i had no brass contacting the weys. its only purpuse is to give the locking adjustment screw somthing to push on.







")