-
Scam Alert. Members are reminded to NOT send money to buy anything. Don't buy things remote and have it shipped - go get it yourself, pay in person, and take your equipment with you. Scammers have burned people on this forum. Urgency, secrecy, excuses, selling for friend, newish members, FUD, are RED FLAGS. A video conference call is not adequate assurance. Face to face interactions are required. Please report suspicions to the forum admins. Stay Safe - anyone can get scammed.
-
Several Regions have held meetups already, but others are being planned or are evaluating the interest. The Calgary Area Meetup is set for Saturday July 12th at 10am. The signup thread is here! Arbutus has also explored interest in a Fraser Valley meetup but it seems members either missed his thread or had other plans. Let him know if you are interested in a meetup later in the year by posting here! Slowpoke is trying to pull together an Ottawa area meetup later this summer. No date has been selected yet, so let him know if you are interested here! We are not aware of any other meetups being planned this year. If you are interested in doing something in your area, let everyone know and make it happen! Meetups are a great way to make new machining friends and get hands on help in your area. Don’t be shy, sign up and come, or plan your own meetup!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Auto-Retract Threading Tool
- Thread starter Ironman
- Start date
I remember looking at this trying to decipher Ali clones to Carmex. Are you saying another profile would be more desirable within its midrange? I just have this screen grab handy, shows 48-16 TPI for A60 which I have. But now I'm drawing a blank what AG is? I see G (by itself) is 55-degJust as an FYI/reminder, an AG60 insert will not cut a correct profile 48tpi, nor likely a correct profile 8 TPI either due to incorrect tip width for those end points on the range (too wide/too narrow respectively).


gerritv
Gerrit
AG60 is for coarser pitches, and 16mm triangle insert size.
None of the those charts (I have looked at many) give the tip width. There is no way that a single tip width is going to cover that range of pitches.
Root (aka cutter tip) width for 60dg threads is 0.25*pitch.
This is what happens when you cut a fine pitch thread with an A60 insert, very peaky tops and bottom/root too wide.: I had to regrind the tip narrower to make a correct thread form. At larger pitches the same inseret will produce a thread form that is too fat. Neither will fit the correct nut/internal thread.
.webp")
None of the those charts (I have looked at many) give the tip width. There is no way that a single tip width is going to cover that range of pitches.
Root (aka cutter tip) width for 60dg threads is 0.25*pitch.
This is what happens when you cut a fine pitch thread with an A60 insert, very peaky tops and bottom/root too wide.: I had to regrind the tip narrower to make a correct thread form. At larger pitches the same inseret will produce a thread form that is too fat. Neither will fit the correct nut/internal thread.
Yes your picture looks like over-DOC, I see what you mean. Specs for 48 TPI gives a max root flat of 0.0045" (0.11mm) or max root radius if 0.0026" (0.066mm). That's pretty sharp. I don't see that parameter defined on the inserts in Carmex catalog either but I could have sworn I've seen it elsewhere. All I know is I made 40TPI & similar sized metric external threads within their recommended range, stopping DOC when spec pitch diameter attained. They fit commercial nuts & threaded fasteners & parts made from commercial taps perfectly fine. I cant image an insert manufacturer would screw this up leaving customers to have to re-dress them. But I don't have a good explanation. I think there are different flavours 'roughing' or 'partial threaders' ... something like that?
I'm going to have to go back & look at mine. My first impression was, man that looks sharp, I'm going to break it on the first pass. After that I never gave it another thought.
Did you put the insert itself under your magnifier to determine radius/flat as new?
I'm going to have to go back & look at mine. My first impression was, man that looks sharp, I'm going to break it on the first pass. After that I never gave it another thought.
Did you put the insert itself under your magnifier to determine radius/flat as new?
Attachments
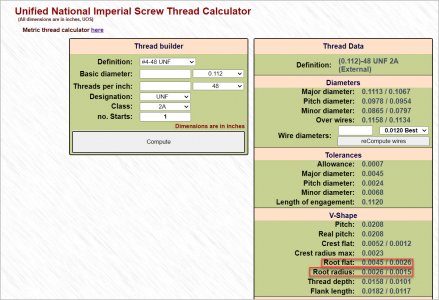
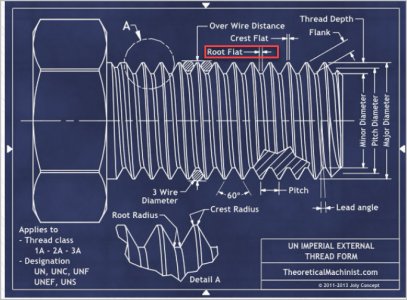
On that partial threading insert, it specifies that it can be used for thread pitches between 48tpi-16tpi. But the Unified Thread Standard for the root dimensions is 0.005" (for 48tpi)-0.016" (for 16tpi). So how can it do that?....it can't. If you look at that threading insert it's pretty pointy, so that it can cut the root dimension of the 48tpi. To be able to cut the proper root dimension for the 16tpi you have to widen the root by 0.011" ( 0.016"-0.005"). To do that, you have to have your compound slide parallel to the z-axis, and advance the cutter by that amount (in 1-2 though increments) during your final passes at full depth. The only reason you can't do larger thread pitches is because of the insert thread depth. It won't go deeper, otherwise it rubs against the threads.
So if you want to use partial profile threading inserts to reduce your inventory of cutters, you have to use this method (or a modified version of it) to cut proper threads. This is the way I cut threads over the last 30 years.
Or save yourself the hastle and get full profile inserts for each thread pitch you want to cut. I had to use full profile thread inserts when I was using a solid toolpost (no compound).
One caveat, that if you have a small lathe and wanting to cut coarse threads with full profile inserts, it will be a little more difficult (for the lathe) because of the cutter tip (having a wider radius).
So if you want to use partial profile threading inserts to reduce your inventory of cutters, you have to use this method (or a modified version of it) to cut proper threads. This is the way I cut threads over the last 30 years.
Or save yourself the hastle and get full profile inserts for each thread pitch you want to cut. I had to use full profile thread inserts when I was using a solid toolpost (no compound).
One caveat, that if you have a small lathe and wanting to cut coarse threads with full profile inserts, it will be a little more difficult (for the lathe) because of the cutter tip (having a wider radius).
This is what happens when you cut a fine pitch thread with an A60 insert, very peaky tops and bottom/root too wide.: I had to regrind the tip narrower to make a correct thread form. At larger pitches the same inseret will produce a thread form that is too fat. Neither will fit the correct nut/internal thread.
Hey @gerritv and @PeterT.....
I am at this very moment researching threading inserts and have many of the same concerns and observations. I've had a very good experience with various cutting inserts and now I want to try threading too. Here is my take at this moment for whatever it is worth.
For the last 50 years, I have cut all my threads EXCEPT barrel tenons with VERY sharp HSS. Sharp pointed HSS cutters leave a deeper than necessary root which also weakens the thread and could potentially lead to stress cracking. A barrel tennon regularly sees high cyclical forces so that's why I grind the tip of my cutter to accommodate a 16 to 20 tpi thread profile. These cutters are reserved only for smithing barrels. But I don't thread barrel tennons all day long. After I stopped competing, I only thread barrels a few times a year. Well over 95% of my threading is done with SHARP tips and a only a few have profiled tips.
The crests of a thread are much easier to deal with. I simply use flat crests. I turn the thread OD before threading to the right OD that will result in a calculated flat crest for that particular thread. Crests are not subject to stress concentrations so I don't worry about the sharp corners. Threads with flat crests look and perform great.
Carbide inserts create new problems.
For the roots, I'd simply use an insert designed for fine pitch because it would be sharp enough to cut any pitch. But that doesn't work because the insert makers make the whole cutting tip tiny too. So they won't cut course threads at all! Fk.
The crests are not a problem as long as the insert is big enough because I can do flat crests by turning or round crests if the design pitch is correct.
So I think I am stuck getting an 18 tpi insert for 16 through 20 barrels and something similar for bigger and smaller pitches. Inserts are already expensive so this all becomes self defeating. I really can't see myself keeping 10 different inserts times 3 or 4 different materials to cover the pitch range.
Until reading this thread, I'd kind of resigned myself to threading with HSS and maybe getting some 18tpi inserts just for stainless barrels.
So if you want to use partial profile threading inserts to reduce your inventory of cutters, you have to use this method (or a modified version of it) to cut proper threads.
You posted while I was drafting. Your iterative method of dealing with Sharp root cutters is elegant. It's also tedious and prone to error. I'd have to take my time and do that VERY METHODICALLY.
I have noted your method previously and I plan to try it.
gerritv
Gerrit
Here is an 11ER A60 insert blown up 20x. Tip width is 0.25mm (0.0098") so not going to work at 48tpi but is optimal for 28tpi. Max depth at lh edge is 5.3mm (0.2086") so technically capable of 5tpi or so, but you have to adjust the root width as described by @thestelster. the best option of course is to purchase pitch specific inserts but those are pricey even on AliExpress.
Everything looks sharp until you magnify it 🙂
.jpg")
Everything looks sharp until you magnify it 🙂
Everything looks sharp until you magnify it
I was watching a nice comparator magnifier like yours with scales at a nearby auction and got caught up in another item and missed it. It sold at an excellent price. I do have a few small magnifiers including 10,15, & 20x jewellers loops and a really nice desktop lighted magnifier that I use several times a day.
I remember @PeterT seeing a chip on a parting tool of mine when he zoomed in on my photo. I had totally missed it till then. But a magnifier proved him right.
Dan Dubeau
Ultra Member
I really miss having access to a shadowgraph. Such awesome metrology tools. Would love to pick on up someday at an auction.
I just ordered a 16er 12mm stick tool (and a few other lathe goodies) with the intention of creating an auto retract toolholder. Should be here tomorrow, but no guarantee I'll get to it right away. Might need to put it on the shelf to endure some static endurance testing for a while.
A will admit though, since I watched Joe pie explain threading away from the chuck a few years ago, I have almost all but abandoned threading towards the chuck like I was always taught. On the hardinge I like threading towards the chuck because of the feed stop rod (our retract compound is broke 🙁), but on the big engine lathe when threading metric, or things that don't fit in the hardinge, I always run away from the chuck in revers with the tool upside down. I've done both at home on the myford, but prefer threading toward the tailstock when I can. Once you get used to it, I think it's a much better way. I only hesitate doing it at home due to the thread on chuck, but am not too worried when I have a tail center in. My all time fav is CNC, but not everything fits in there.
For those that haven't tried It in reverse I encourage you to do so. Old habits die hard, but there are a lot of benefits to doing it that way.
I just ordered a 16er 12mm stick tool (and a few other lathe goodies) with the intention of creating an auto retract toolholder. Should be here tomorrow, but no guarantee I'll get to it right away. Might need to put it on the shelf to endure some static endurance testing for a while.
A will admit though, since I watched Joe pie explain threading away from the chuck a few years ago, I have almost all but abandoned threading towards the chuck like I was always taught. On the hardinge I like threading towards the chuck because of the feed stop rod (our retract compound is broke 🙁), but on the big engine lathe when threading metric, or things that don't fit in the hardinge, I always run away from the chuck in revers with the tool upside down. I've done both at home on the myford, but prefer threading toward the tailstock when I can. Once you get used to it, I think it's a much better way. I only hesitate doing it at home due to the thread on chuck, but am not too worried when I have a tail center in. My all time fav is CNC, but not everything fits in there.
For those that haven't tried It in reverse I encourage you to do so. Old habits die hard, but there are a lot of benefits to doing it that way.
Has anyone tried building a shadowgraph?I really miss having access to a shadowgraph. Such awesome metrology tools. Would love to pick on up someday at an auction.
For those that haven't tried It in reverse I encourage you to do so. Old habits die hard, but there are a lot of benefits to doing it that way.
I agree but only sometimes..... LOL!
Sometimes I think I do more threading than anything else. I thread a LOT!
The vast majority of my threading is done conventionally - toward the chuck cut at 29.5 - using the half nut and thread dial for everything except metric.
When I'm worried about crashing a shoulder or an inside blind hole, I usually stop the lathe as I get close and then turn the chuck by sticking a chuck wrench into the cam holes and turning by hand. Some guys make a special crank handle for that.
I have also threaded in reverse upside down like you describe. It works fine and I like it. I just find the setup time to be a bit annoying, and sometimes my threads look a little rougher because of the additional chatter that can happen as a result of the reduced rigidity of upside down cutting. There is really nothing else not to like.
I look at upside down threading (and parting) the same way that I look at backside threading. It's another tool in my Toolbox for those special times when it's either needed or makes the most sense.
Dan Dubeau
Ultra Member
I can say I've ever seen anybody attempt a DIY version. The new breed of USB magnifiers kind of fills that role a little bit, but still not quite. I've been tempted to pick one up for a while after seeing various youtubers with them. I wonder if you could combine the magnifier with overlays in a cad software or something similar. That's would be spectacular. I know you could do it statically by saving the picture and importing it into cad that way, but to be able to do it dynamically with help from a stage would be awesome. That is way out of my wheelhouse though.Has anyone tried building a shadowgraph?
gerritv
Gerrit
This might help, courtesy of the WayBack machineHas anyone tried building a shadowgraph?
Attachments
Dan Dubeau
Ultra Member
Can't disagree with you. I've done the same threading to a shoulder before, running the lathe by hand. I don't do a lot of threading. Most of what I do now are custom pin/fixture gauges to check true position of weld nuts on automotive stampings. Standard metric pitches, simple things. I prefer the CNC lathe for that, as I can turn the thread and body of the gauge out in one go from a solid bar and minimize/eliminate runout. Then for the best part, pull the bar out, and hit cycle smash for the rest of the 2-10 I need. One off stuff, and other larger hard to hold in a collet things are done the old fashioned way. Mostly gov projects for me, or others lol. A few projects coming up at home will have me single pointing a lot more, and I'm actually looking forward to it. I've always found single pointing a thread to be one of the most satisfying machining operations.I agree but only sometimes..... LOL!
Sometimes I think I do more threading than anything else. I thread a LOT!
The vast majority of my threading is done conventionally - toward the chuck cut at 29.5 - using the half nut and thread dial for everything except metric.
When I'm worried about crashing a shoulder or an inside blind hole, I usually stop the lathe as I get close and then turn the chuck by sticking a chuck wrench into the cam holes and turning by hand. Some guys make a special crank handle for that.
I have also threaded in reverse upside down like you describe. It works fine and I like it. I just find the setup time to be a bit annoying, and sometimes my threads look a little rougher because of the additional chatter that can happen as a result of the reduced rigidity of upside down cutting. There is really nothing else not to like.
I look at upside down threading (and parting) the same way that I look at backside threading. It's another tool in my Toolbox for those special times when it's either needed or makes the most sense.
gerritv
Gerrit
A USB microscope along with a calibration graticle would fit work reaasonably well. It is in essence self calibrating. e.g. https://www.aliexpress.com/item/1005006167262310.html
Thanks for bringing this into light @gerritv
Shars has a simple menu panel to filter on various attributes for threading inserts. The smallest available nose radius they show on their selection is 0.002" & that corresponds to A60. Maybe this is where I saw it but I'm sure its published elsewhere.

 www.shars.com
www.shars.com
www.shars.com
The majority of my A60 insert cutting was confined to the middle pitches within their defined range. Now maybe regarding my limited finer pitch testing against a commercial internally threaded fastener (various nuts) the satisfactory engagement was a function of slightly looser tolerance class of nut & their crests were similarly truncated so it 'worked' on that basis? But I think the moral of the story is the general profile inserts cannot be all things to all thread sizes & particularly the finer pitch end of the spectrum. And yet just reading the manufacturers specs, they say it time & time again.
Actually this kind of rings a bell when I first bought into the system more than a few years ago now. I was more concerned with carbide issues, low speed, chipping etc. so wanted to see for myself how that would work out. The investment cost was very reasonable. I think shank was 25$ & about the same for 5 inserts. I've also subsequently done internal threading (different insert!) which matched a 20 TPI fastener but I'd have to check my notes. Yes buying dedicated finished form inserts is expensive even in the offshore sources.
Shars has a simple menu panel to filter on various attributes for threading inserts. The smallest available nose radius they show on their selection is 0.002" & that corresponds to A60. Maybe this is where I saw it but I'm sure its published elsewhere.
Indexable Inserts - Threading Insert
Shop Shars Tool today and see why customers choose our high quality indexable inserts at a great value, same-day shipping and devoted customer support
Indexable Inserts - Threading Insert - 0.002
Shop Shars Tool today and see why customers choose our high quality indexable inserts at a great value, same-day shipping and devoted customer support
The majority of my A60 insert cutting was confined to the middle pitches within their defined range. Now maybe regarding my limited finer pitch testing against a commercial internally threaded fastener (various nuts) the satisfactory engagement was a function of slightly looser tolerance class of nut & their crests were similarly truncated so it 'worked' on that basis? But I think the moral of the story is the general profile inserts cannot be all things to all thread sizes & particularly the finer pitch end of the spectrum. And yet just reading the manufacturers specs, they say it time & time again.
Actually this kind of rings a bell when I first bought into the system more than a few years ago now. I was more concerned with carbide issues, low speed, chipping etc. so wanted to see for myself how that would work out. The investment cost was very reasonable. I think shank was 25$ & about the same for 5 inserts. I've also subsequently done internal threading (different insert!) which matched a 20 TPI fastener but I'd have to check my notes. Yes buying dedicated finished form inserts is expensive even in the offshore sources.
Now I'm intrigued. Maybe some of the offshore inserts are bogus nose radii. I'm going to try a very crude enlarged photo of my insert nose radius to the limits of my humble photo equipment. I will open my calipers a set amount & place it next to the insert & try & zoom in just use the Mark-1 eyeball to see if its in the ballpark.
And don't forget, for full profile inserts, internal inserts are different than external, specifically the nose radius. For external: P/4
For internal: P/8
P=pitch =1/tpi
But also lead angle.
For internal: P/8
P=pitch =1/tpi
But also lead angle.