@Mcgyver I'm not disputing that turning a sacrificial center in-situ will make it run true relative to the rotation axis. I'm reconfirming what I think OP is collectively saying:
- the spindle nose OD has 0.004" runout as measured by DTI while rotating in the lathe environment (that's a problem)
- the spindle socket ID has similar runout when measured at the same time (so I'm inferring the spindle nose as a unit is somehow off axis, relative to the bearing axis)
- the spindle nose runout measures similarly with spindle removed from lathe & supported on roller test apparatus (not quite sure this distinguished where the source of distortion is occurring but interesting nonetheless)
So then the conversation went to how to accurately support stock between centers. And I'm agreeing with you, about the only viable option is to insert a sacrificial center & turn it in-situ. The mention of face plate comes from OP, not me, post #1
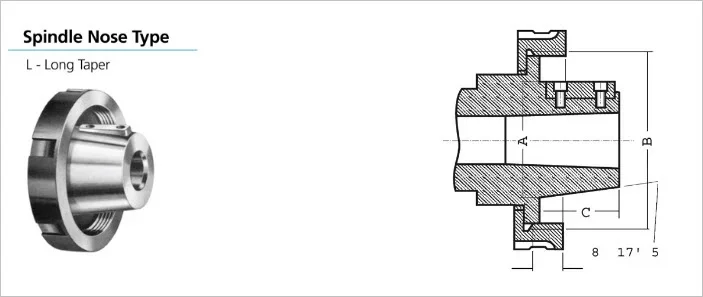
So the question is...has anyone ground a spindle nose and Morse taper with a tool rest grinder in situ? Or should I just live with it... skim the face plate and turn a center in pos when I want to run faceplate/center?
And, presuming the face plate mounts to the spindle nose OD like a chuck, skimming it doesn't do a lot of good because presumably its only purpose is to offer a slot for the lathe dog?
And what I'm now asking is: ok now you have a method to turn between centers. As most people expressed, that turning mode probably only represents a small percentage of lathe work holding where say a chuck would be mounted on the spindle nose & thus go along for the ride with spindle nose run-out.
If I'm still missing the picture, I'll come back in a few days & maybe the fog will have lifted. (It may well be confined to my brain LOL).

 . I bought that lathe last year for well under 2k with a full (by 64ths) set of 5C hardinge collets....and not like it was a secret or a hot deal. I do know the seller, but it sat on kjiji for weeks and nobody called him. I've got a Schaublin 102 i'm going to sell, W20, so smaller, but it is the same idea. direct mount and has a few schaublin collets. Busy Bee on speed dial and the Swiss lathes don't sell lol. Probably thats not 100% fair as they are not threading, but it does amaze me that it sat on kijiji and wasn't snapped up instantly.
. I bought that lathe last year for well under 2k with a full (by 64ths) set of 5C hardinge collets....and not like it was a secret or a hot deal. I do know the seller, but it sat on kjiji for weeks and nobody called him. I've got a Schaublin 102 i'm going to sell, W20, so smaller, but it is the same idea. direct mount and has a few schaublin collets. Busy Bee on speed dial and the Swiss lathes don't sell lol. Probably thats not 100% fair as they are not threading, but it does amaze me that it sat on kijiji and wasn't snapped up instantly.")
