If you ever care to share a sketch, coffee stained napkins with ballpoint scribbles... I'd love to have a look. Now if I need a grinder to make a spindle to grind then I should probably pass anyways LOL
Quite a while back I bought a book: Spindles by Harprit Sandhu - workshop practice series #27. I pull it down once in a while & then put it back again. Its hobbyist orientated which is fine if generic layouts is all you are after. But its very light on technical details - what is to be supported, how big or small is enough, what floats & by how much.... I can kind of trace how loads are being transmitted & compensated but that's a far cry from understanding. Maybe there are engineering text books on the subject but that's kind of the issue - a rather wide informational gap in between basic & high end.
Clough published his TPG spindle which looks generically like others including the Sandhu book. OK, in the final episode it spins & he made a surface shiny before moving onto another project so I really don't even know how it compares in the grand scheme.
I'd like to see what's inside a (was it a Deckel?) spindle head Stefan adopted to his tool post in a very early video. Its these small compact ones I'm most interested in. And I keep wondering if these ER shafts couldn't somehow be adapted. The one I got for my TCG Franken-spindexer seems decently high quality, at least compared to what I could make. I should stop, I'm imposing on Toronto's thread
For sure, there is not a lot too them, inevitably they follow a few basic patterns like the bearing catalogue show. I'll post below a cross section of the spindle I made to replace the one of the Aciera F1. I did a detailed thread on, but it looks like the photos have all been cropped. (I'd consider fixing it, but can't edit the posts .... grrrrr .... I hate when sites do that and the only beef I have with CHMW)
This will be long. If it seems long to you, it was a friggin marathon for me. Probably the most difficult thing I've made and now its done! yippy! I'll do this in several posts, more tomorrow.
A decade ago I bought an Aciera F1. Before the deal was concluded I managed detect that the spindle was in serious trouble. No runout, but you could move it several though by applying lateral pressure. At the time I had no idea what the bearing arrangement was, or I probably would have passed. Instead I negotiated a deep discount for the pooched bearings and the machine came home with me...
A decade ago I bought an Aciera F1. Before the deal was concluded I managed detect that the spindle was in serious trouble. No runout, but you could move it several though by applying lateral pressure. At the time I had no idea what the bearing arrangement was, or I probably would have passed. Instead I negotiated a deep discount for the pooched bearings and the machine came home with me...
- Mcgyver
- Replies: 39
- Forum: Shop and Shop Tools



The world has (imo) changed regarding bearings, and that should affect design. The accuracy achieved with their uber expensive super precision cnc grinders has changed over the last few decades manufacturing. I have had conversations with two engineers at two of the larger manufactures who have told me manufacturing is so consistent and to such small tolerances that the bearings of different classes, (e.g. P4 vs P6) all come out of the same production lots. The higher cost of a P4 is the time it takes to certify their tolerances not that its production is any different. It is possible that when grab a bearing from the barrel to certify as P4, there are rejects, however these guys suggested its not like that .... that things are dialed in enough that they are all coming out meeting P4 standards (after its not that big difference).
This also holds true with AC preloads. The tradition way is to either buy match pairs or grind inner and out race spacers of very slightly different lengths to create the preload you want. I've done it, and adds to the time and fussiness of a project. You have to have a very accurate grinder (difference in length might be 1 1/2 tenths or so). YOr spend 10x as much for a matched pair. Now, with quality of manufacturing, the "universal" fit bearings spend $80 instead of $800, slap them together it get great preloaded performance.
Another example, once upon a time you spent a fortune for a Barden deep groove bearing at the pulley end ..... now you buy an SKF stand deep groove for small dollars and it gives P4 like performance.
So ...... cost barriers that once influenced are greatly reduced. i.e. why not use angular contact bearings back to back with a outboard deep groove bearing supporting the pulley? It just doesn't cost that much more nowadays.
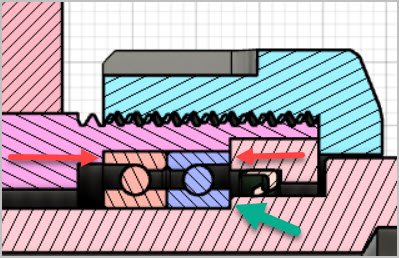
Here's a typical one using magneto bearings. Not sure they were used instead of AC's. The spring creates the preload, using AC would better than the Clough design imo and as per above, the cost differential (using universally patched bearings) has shrunk considerably
Here's the one I did as an Aciera replacement. The AC's are so small because it was an extremely tight envelope between the housing OD and the W12 collet
and the results
that isn't by the screws, just a bit of oil
")
Last edited: