gerritv
Gerrit
Making a bunch at one time is a lot less effort than making one today and one next week. Assuming I remember how I did the first one of courseNice job on the hubs. Looks like a pretty versatile setup.
")
Making a bunch at one time is a lot less effort than making one today and one next week. Assuming I remember how I did the first one of courseNice job on the hubs. Looks like a pretty versatile setup.
Ya, there's efficiency in small batch production. Sometimes is can also be funMaking a bunch at one time is a lot less effort than making one today and one next week. Assuming I remember how I did the first one of course
 . I need to make a small batch of hubs for my surface grinder one of these days. I want about 5-6 of them, and don't want to pay $100+ each for them when I can easily make them for twice that.
. I need to make a small batch of hubs for my surface grinder one of these days. I want about 5-6 of them, and don't want to pay $100+ each for them when I can easily make them for twice that. I stand corrected as I actually just pulled the wheel off the same way you did. I expect there is a tapered hub under there.oh wild, my apologies for assuming they were all the same!
that looks like the differential socket head screw mine had for the taper hub but idk??? here's a few pictures of mine:
View attachment 60462
View attachment 60463
View attachment 60464
I actually had no idea mine had this taper hub until someone else pointed it out; I had just been changing wheels with the pin drive nut thingy. I guess it was all moot anyways cause I never got another hub for it.
@gerritv I'm curious what size is the spindle nose on your machine and what is the hole size in the grinding disks your using? My Accusize the spindle nose diameter and the hole in the grinding wheels are the same size. No room for an adapter hub, or did I miss something? CHEERS@David, excellent buy. You will be able to grind all manner of single lip cutters for your cnc router, as well as spade drills and reamers. With imagination drills (4 facet) and the ends of end mills are very doable. (Flutes maybe not so easy). Slitting saws, gear cutters, shell mills all possible as well. The Deckel S0E manual is the most extensive for single lip cutter instructions.
I will send you a PM with an article from MEW that gives details of some very useful additions to your grinder. Including details of the platform that Petert made.
I buy wheels from AliExpress, and made my own arbors for the straight shank Alexander 2CGD that I have. Make a bunch, lets you swap wheels without rebalancing/refacing every time. (to be truthful I haven't bothered balancing any of my wheels
With some imagination these are very useful grinders. A reversible motor can can useful for small bits, they won't dig into the wheel that way.
Gerrit
its not about the relative hardness, something about depleting the carbon & altering the hardness? I always assumed this must only occur at elevated grinding temperatures, so if the grind was cool, no problem. Others disagree.
IMHO (as a hobbyist) the solution is to not get too deep in theory or folk lore.
THANKS. My spindle nose is 0.750 so I would have to change out my stones ti 1 1/4 bore to make that work. In the meantime I'll save your drawing for future reference.my spindle nose is .500" , the arbor hubs are 20mm or 1.125" depending on the wheel.
@Don Sipes I just had a dangerous thought. It might not be too far fetched based on what I've seen of my machine & heard of others. Is there any possibility your spindle that was pulled from Bin-A 'to be tapered' vs Bin-B 'finish tapered'? It would be worth a call to Accusize. If everything they have in stock or have seen in the past is tapered, that would be useful information. Then I wouldn't go on a mission making custom hubs for a straight shaft end even though as discussed some older Deckel's used it.THANKS. My spindle nose is 0.750 so I would have to change out my stones ti 1 1/4 bore to make that work. I
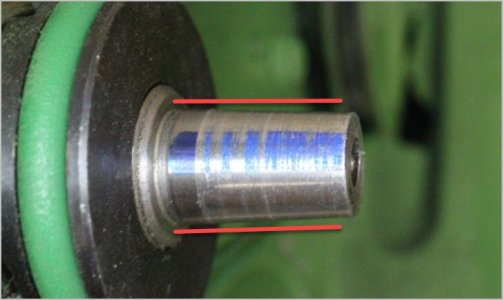
Picture of my Accusize. The flange you see in the picture is what the wheels fit against. It is part of the drive pulley.Either way, the shaft would be .55" max then. I strongly suspect he has the hub still on the taper and is mounting the wheel on that.
We need a pic of his spindle without a wheel on it, otherwise we are stabbing in the dark.
2021Yup, definitely different than my Accusize (year 2017). Interesting.
@Don Sipes when did you get yours? I'm wondering if that this is their new 'standard'.
View attachment 60874
The idea I was mentioning could go something like this. (Its actually the propeller drive washer assembly for my radial engine). A tapered collar goes on the cylindrical shaft. It has a longitudinal slit so its always easy to remove. The hub (drive washer in my example) has a matching tapered bore. That accomplishes the self centering aspect. But what you are still missing is the thread that secures hub axially into the tapered assembly. I don't think the pulley wheel could be used for that purpose. Possibly drill/tap your existing shaft end for that purpose as the tapered nose shafts are. But now its already out of the machine, so....... Making a new shaft to your own design is certainly do-able but some more work: good OD surfaces for bearings, some threading for bearing backlash nuts, maybe a key slot...
View attachment 60875View attachment 60876View attachment 60877