I bought an accusize R8 ER32 collet holder. I have a ER32 wrench that I made, but,... this also needs a flat sided wrench. So I decided to make one out of hot roll 1/4" flat bar - 6" wide as that is what I have in the shop. The machining will be using tabs. I measured the wrench opening at 1.651" more or less. I think it is intended to be 42mm. I decided on 12" long. ER32 collets are supposed to be tightened to 120 ft/lbs. I use a 12" wrench with a 18" extension on the CAT40 tooling for this. I doubt I'll get to 120 ft/lbs but the little R8 mill is not even 1HP so I hope I won't have any issues. EM pullout maybe.

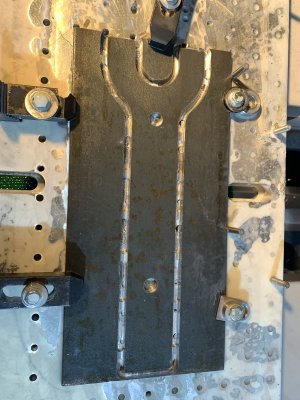
Simulation showing the tabs.


Simulation showing the tabs.
Last edited: