G
Greg Anthony
Guest
Hi,
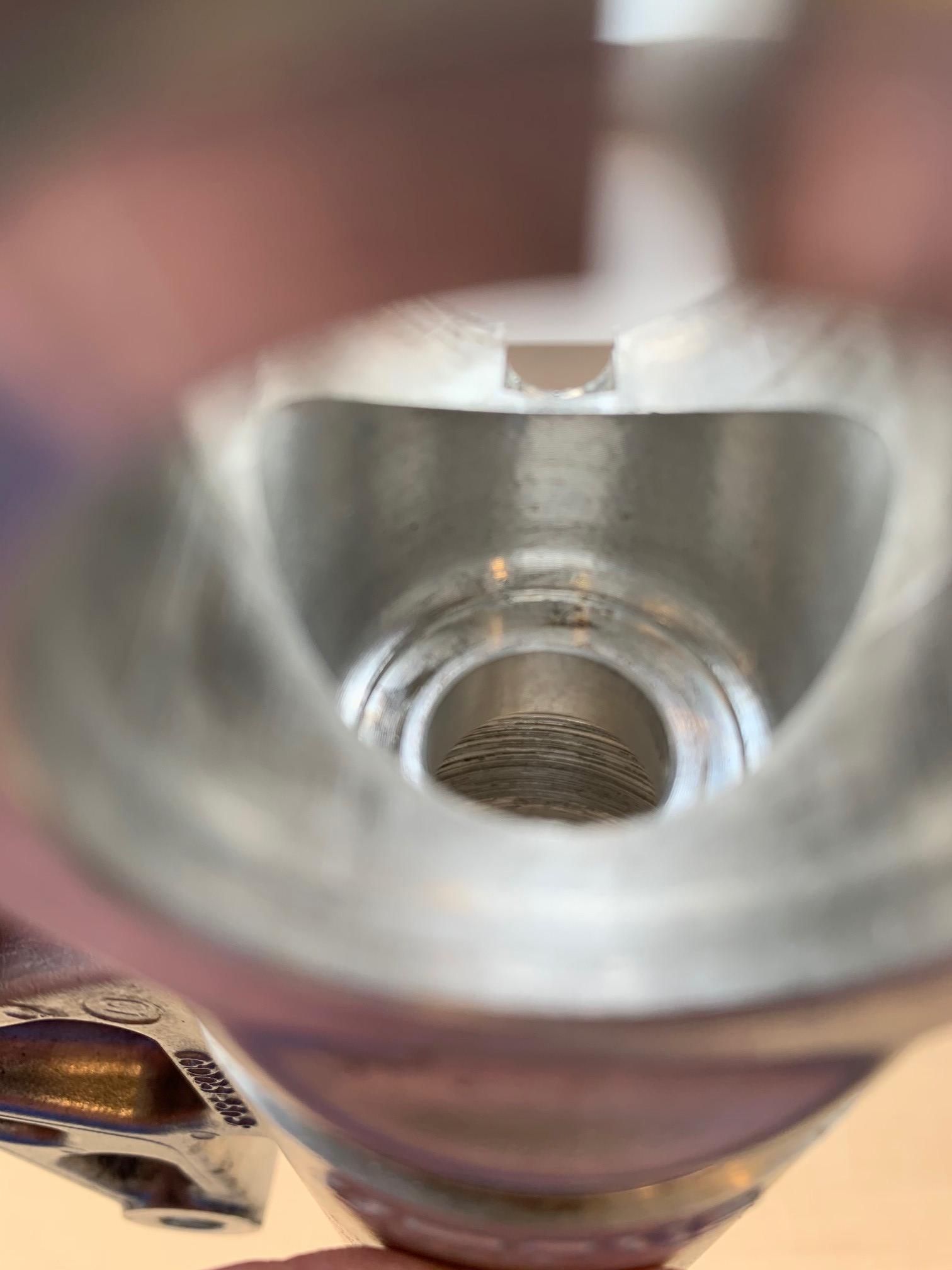
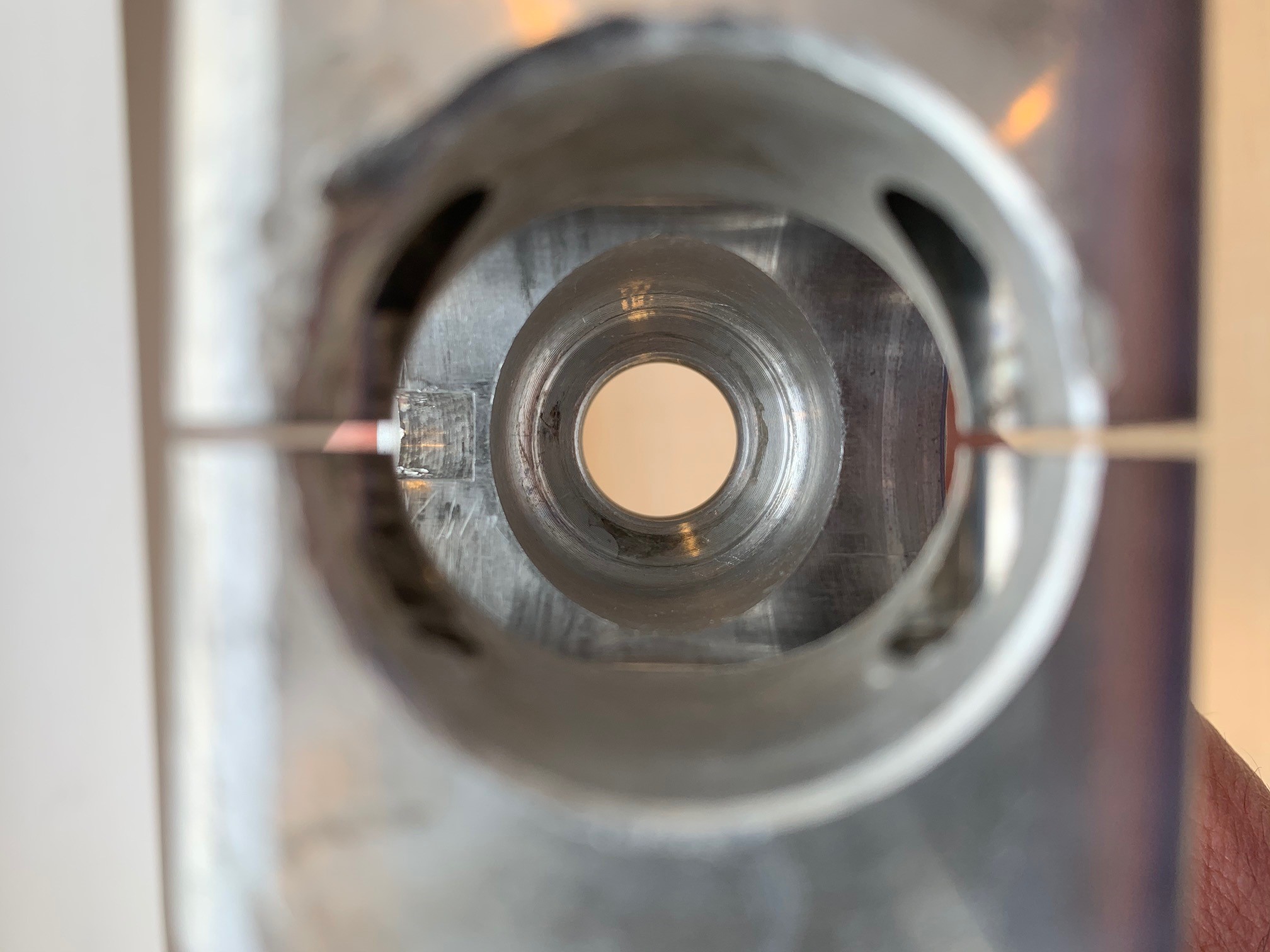
I'm looking to get some parts for my motorcycle modified. The first 2 pictures are of the part that needs the modifications and the second 2 are of what the final part needs to be similar to. I would need two of these done. The small ridge shown in the first picture needs to be flush to the existing surface around the hole and the hole needs to be enlarged (from 15mm to 22mm approx.)


Here is a picture of what the complete part looks like.

The measurements of the piece are as follows (all approximate):
Overall height: 185mm
Height of main part: 140mm
Distance down to hole - from bottom (The square end): 60mm
Distance down to hole - from top: 75mm
Diameter of opening in bottom: 28mm
Diameter of opening in top: 43mm
The part is cast aluminum.
I can also reinstall the fork tube if needed to provide a place to hold

My email is gregant1111 at gmail.com if you need more info or to discuss further.
Thanks,
Greg
I'm looking to get some parts for my motorcycle modified. The first 2 pictures are of the part that needs the modifications and the second 2 are of what the final part needs to be similar to. I would need two of these done. The small ridge shown in the first picture needs to be flush to the existing surface around the hole and the hole needs to be enlarged (from 15mm to 22mm approx.)
Here is a picture of what the complete part looks like.
The measurements of the piece are as follows (all approximate):
Overall height: 185mm
Height of main part: 140mm
Distance down to hole - from bottom (The square end): 60mm
Distance down to hole - from top: 75mm
Diameter of opening in bottom: 28mm
Diameter of opening in top: 43mm
The part is cast aluminum.
I can also reinstall the fork tube if needed to provide a place to hold
My email is gregant1111 at gmail.com if you need more info or to discuss further.
Thanks,
Greg