DPittman
Ultra Member
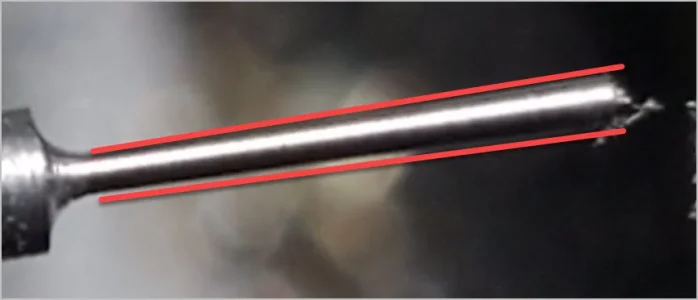
I've turned brass down to about .030" before just for fun but I tried an aircraft bolt this morning with hss tool. I've only cut a length of about .250" but I'm often amazed at the little tiny bits I can shave off with a sharp edge. I've got it down to .0265" and thinking that's about the limit I can do. I'm going to hone my edge and see what happens. How small should I be able to get? (I know Iength is a factor)

Last edited: