Lathe: Standard Modern Utilathe 1654
I decided that I want to address the slop that is in the compound feed mechanism. And, yes, I'm currently using a solid tool post setup, so what better time than now to fix the problem.
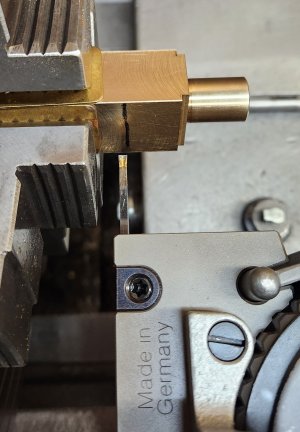
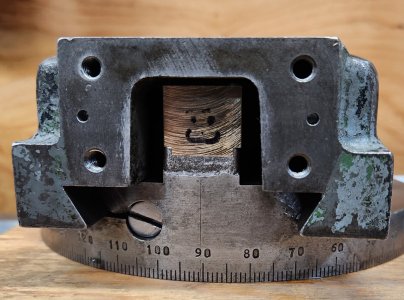
I have 0.020" backlash. Taking apart the compound, it looks like it has been worked on before. I think the original crossfeed nut was integral with the base of the compound. It looks like it was replaced with a fabricated unit from cold rolled steel, and attached by a screw from the bottom. The threads of the feed screw, 1/2"-10RH acme, are, I think, acceptable. I measured the threads in 4 different places with the 3-wire method, and the pitch diameters were consistent within 0.0015", of each other.
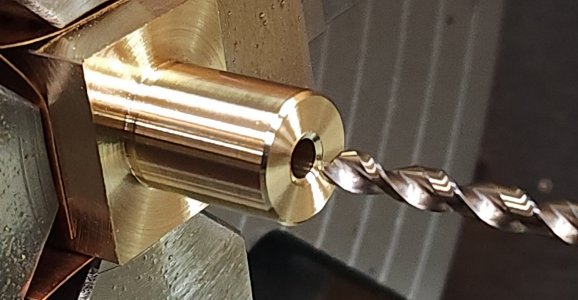
So I will only make a replacement nut from C95400 aluminum bronze. And I will use a tandem tap to do the threads.
I decided that I want to address the slop that is in the compound feed mechanism. And, yes, I'm currently using a solid tool post setup, so what better time than now to fix the problem.
I have 0.020" backlash. Taking apart the compound, it looks like it has been worked on before. I think the original crossfeed nut was integral with the base of the compound. It looks like it was replaced with a fabricated unit from cold rolled steel, and attached by a screw from the bottom. The threads of the feed screw, 1/2"-10RH acme, are, I think, acceptable. I measured the threads in 4 different places with the 3-wire method, and the pitch diameters were consistent within 0.0015", of each other.
So I will only make a replacement nut from C95400 aluminum bronze. And I will use a tandem tap to do the threads.
Attachments
-
 20230215_153225.jpg716.1 KB · Views: 35
20230215_153225.jpg716.1 KB · Views: 35 -
 20230215_152944.jpg429.2 KB · Views: 37
20230215_152944.jpg429.2 KB · Views: 37 -
 20230217_121247.jpg298.1 KB · Views: 31
20230217_121247.jpg298.1 KB · Views: 31 -
 20230217_110819.jpg298.4 KB · Views: 27
20230217_110819.jpg298.4 KB · Views: 27 -
 20230217_124833.jpg482.3 KB · Views: 26
20230217_124833.jpg482.3 KB · Views: 26 -
 20230217_133416-01.jpeg226.6 KB · Views: 26
20230217_133416-01.jpeg226.6 KB · Views: 26 -
 20230217_135457.jpg194.1 KB · Views: 26
20230217_135457.jpg194.1 KB · Views: 26 -
 20230217_173438.jpg252.3 KB · Views: 24
20230217_173438.jpg252.3 KB · Views: 24 -
 20230217_182837.jpg366.2 KB · Views: 25
20230217_182837.jpg366.2 KB · Views: 25 -
 20230217_190809.jpg309.8 KB · Views: 27
20230217_190809.jpg309.8 KB · Views: 27 -
 20230217_191140.jpg333.1 KB · Views: 33
20230217_191140.jpg333.1 KB · Views: 33