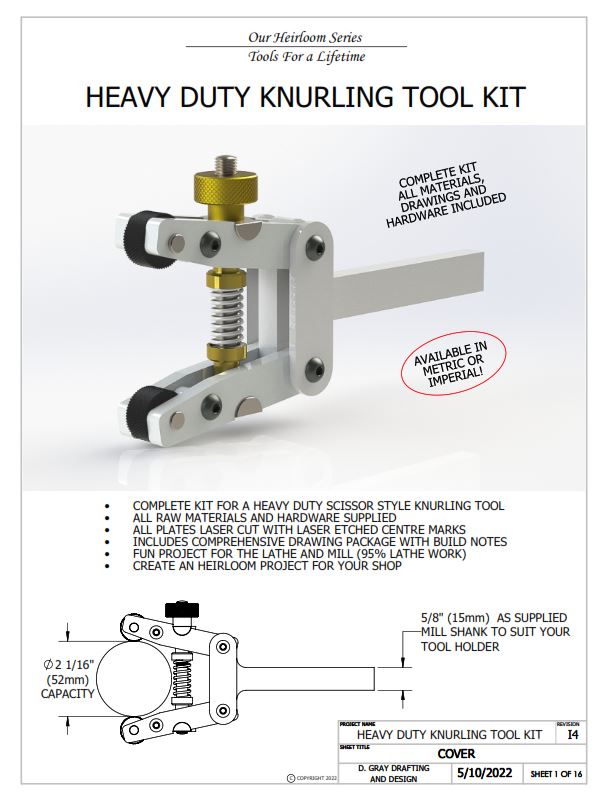
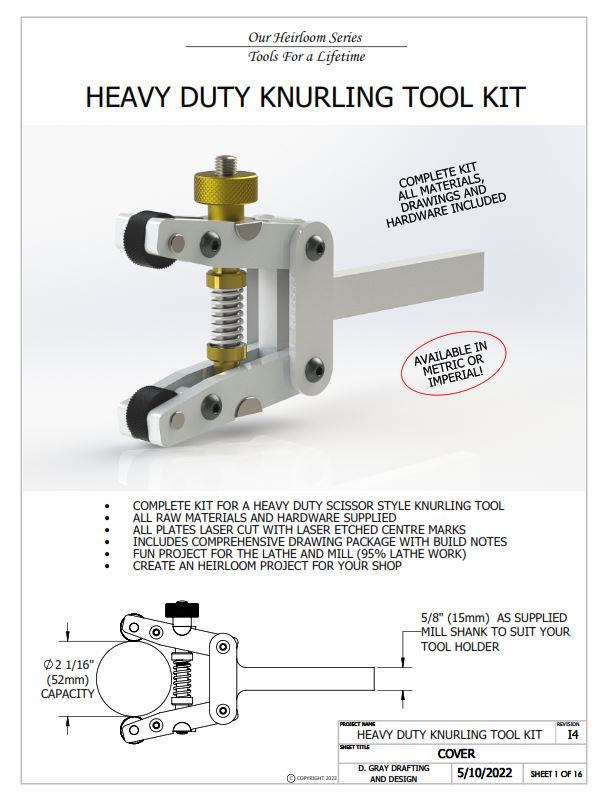
Turned down a side job for a bit of knurling today. Don't have the time, and I'm not convinced I could get a satisfactory result on my Super 7, at least not in the next two weeks.
Steel, 2.25" diameter, 3" long. 1/4" through hole, threaded one end 1/8-27 NPS, to a depth of 1". Chamfer 2mm both ends (yes, mixed units, not the end of the world), and remaining surface knurled. Fineness/coarseness not specified, but had to be extremely clean (that is, well formed diamonds end to end). Two pieces required, for a different lighting company. (as in, not my day job)
Anyone have any tips for knurling success?
I think the only time I've had a chance to do any was more than 10 years ago, brass parts for a tripod and telescope-sized kaleidoscope for a glass artist.
Steel, 2.25" diameter, 3" long. 1/4" through hole, threaded one end 1/8-27 NPS, to a depth of 1". Chamfer 2mm both ends (yes, mixed units, not the end of the world), and remaining surface knurled. Fineness/coarseness not specified, but had to be extremely clean (that is, well formed diamonds end to end). Two pieces required, for a different lighting company. (as in, not my day job)
Anyone have any tips for knurling success?
I think the only time I've had a chance to do any was more than 10 years ago, brass parts for a tripod and telescope-sized kaleidoscope for a glass artist.
")