Hi All,
I upgraded from a Chinese mini lathe to a bigger Chinese lathe - a Craftex CX708 10x18. I love it!
I am very green. I am learning by practicing and asking questions.
I bought a 6" 4 jaw chuck. It doesn't fit directly on the lathe, so I figured I needed to purchase a new backplate.
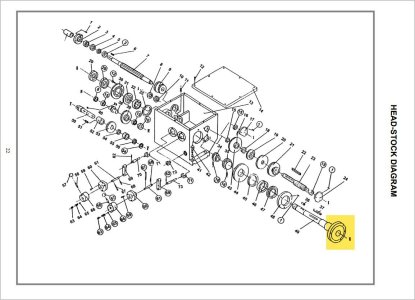
How do I get the original backplate off of the lathe??? In the last picture, you can see the piece I am referring to. In the third picture, I am showing the flange that is loose because I removed the three allen bolts that are holding it on.
The first two pictures are of the new chuck and the new backplate I purchased.
Looking at the lathe's manual (which is pretty shoddy), I may have to remove a flange nut on the gear side of the headstock?
Please help,
TIA!
Shaun




I upgraded from a Chinese mini lathe to a bigger Chinese lathe - a Craftex CX708 10x18. I love it!
I am very green. I am learning by practicing and asking questions.
I bought a 6" 4 jaw chuck. It doesn't fit directly on the lathe, so I figured I needed to purchase a new backplate.
How do I get the original backplate off of the lathe??? In the last picture, you can see the piece I am referring to. In the third picture, I am showing the flange that is loose because I removed the three allen bolts that are holding it on.
The first two pictures are of the new chuck and the new backplate I purchased.
Looking at the lathe's manual (which is pretty shoddy), I may have to remove a flange nut on the gear side of the headstock?
Please help,
TIA!
Shaun